 Engelsk
Engelsk 中文简体
中文简体Rotasjonstrykkmaskin: hvordan den fungerer, hva den brukes til og hvordan du velger en
Rotasjonstrykkmaskiner ligger i den høye enden av den industrielle trykkeverdenen - de er dyre å sette opp, teknisk krevende og i stand til utskriftskvalitet og kjøre volumer som ingen annen utskriftsprosess konsekvent kan matche i skala. Hvis du vurderer utstyr for dyptrykk for første gang, eller prøver å forstå om en dyptrykkpresse er den rette investeringen for dine produksjonsbehov, gir denne veiledningen deg en detaljert, praktisk oversikt over hvordan prosessen fungerer, hva utstyret består av, hvor det brukes, og hva du bør se etter når du kjøper en maskin.
Hvordan rotasjonstrykk faktisk fungerer
Rotasjonsgravyr er en dyptrykksprosess, som betyr at bildet er gravert inn i overflaten av en sylinder i stedet for å heves over den. Dyptrykksylinderen - vanligvis en stålkjerne med et kobberoverflatelag - er dekket med millioner av små forsenkede celler. Hver celle har et spesifikt volum med blekk, og det volumet bestemmer hvor mye blekk som avsettes på underlaget på det punktet, som igjen kontrollerer fargetetthet og tonegradering.
Under trykkeprosessen roterer dyptrykksylinderen gjennom et blekkbad eller oversvømmes med blekk av et rakelsystem. Et presisjonsslipt rakelblad tørker sylinderoverflaten ren, og etterlater kun blekk i de graverte cellene. Underlaget – film, folie, papir eller laminat – passerer mellom dyptrykksylinderen og en gummiavtrykksvalse. Avtrykksvalsen påfører trykk og trekker blekket ut av cellene og på underlaget. Denne overføringen skjer med hastigheter som kan overstige 300 meter per minutt på moderne høyhastighets dyptrykkpresser.
Hver farge i designet krever en separat dyptrykksylinder og en separat trykkenhet på pressen. En fleksibel pakkejobb i full farge bruker vanligvis seks til ti utskriftsenheter i rekkefølge, med tørkeovner mellom hver enhet for å fordampe løsemiddel før neste farge påføres. Resultatet er et nøyaktig registrert trykk med høy tetthet med tonedybde og konsistens som er ekstremt vanskelig å replikere med fleksografiske eller digitale trykkprosesser ved sammenlignbare volumer.
Nøkkelkomponenter i en rotasjonstrykkmaskin
Å forstå hovedkomponentene i en dyptrykkmaskin hjelper når du evaluerer spesifikasjoner, sammenligner leverandører og diagnostiserer problemer med utskriftskvalitet i produksjonen. Her er de kritiske systemene:
Dyptrykksylinder
Dyptrykksylinderen er kjernen i prosessen og det viktigste kostnadselementet utenfor selve pressen. En standard sylinder består av en stål- eller aluminiumsbase, et elektroplettert kobberlag som bildet er gravert i, og en hardforkromning over kobberet som forlenger sylinderens levetid under pressekjøringen. Celler er gravert ved hjelp av enten elektromekanisk gravering - der en diamantpen kutter individuelle celler med høy hastighet under datakontroll - eller lasergravering, som bruker en laser for å fjerne et sink- eller polymerlag over kobberet. Elektromekanisk gravering på kobber er fortsatt industristandarden for mest fleksible emballasjearbeid på grunn av cellegeometrien og utskriftskvaliteten.
Cellegeometri – celleform, dybde og skjermkontroll (celler per centimeter) – kontrollerer direkte blekklegging og utskriftskvalitet. Dypere celler bærer mer blekk og produserer høyere tettheter; grunnere celler produserer lysere toner. Skjermavgjørelser for emballasjegravyr går vanligvis fra 70 til 180 linjer per centimeter avhengig av underlag og nødvendig oppløsning. Sylinderomkretsen bestemmer repetisjonslengden på det trykte bildet, som må samsvare nøyaktig med pakkens designdimensjoner.
Doctor Blade System
Rakelbladet er et tynt, fleksibelt stål eller komposittblad som presser mot den roterende dyptrykksylinderen med en nøyaktig kontrollert vinkel og trykk. Dens funksjon er å tørke sylinderoverflaten ren etter blekk, slik at blekket bare blir igjen i de forsenkede cellene. Doktorbladvinkel, trykk og bladmateriale påvirker utskriftskvaliteten betydelig. Et blad som er for aggressivt forårsaker for tidlig sylinderslitasje og striper; et blad med utilstrekkelig trykk etterlater blekk på landområdene mellom cellene, og produserer tonal forurensning. De fleste moderne rotogravyrpresser bruker lukkede rakelkammer som reduserer blekkfordampning og minimerer eksponering av løsemidler i pressemiljøet.
Impression Roller
Avtrykksvalsen er en gummibelagt rulle som presser underlaget mot dyptrykksylinderen for å lette blekkoverføringen. Trykkvalsens hardhet – målt i Shore A – påvirker blekkoverføringseffektiviteten og utskriftstettheten. Hardere ruller gir renere kanter og brukes til linjearbeid og tekst; mykere ruller tilpasser seg bedre underlagets overflatevariasjoner og brukes til tone og fotografisk reproduksjon. Avtrykkstrykket er justerbart og settes per jobb basert på underlagstype og blekkviskositet.
Tørkesystem
Mellom hver utskriftsenhet må blekket tørkes tilstrekkelig til å forhindre blekk-til-blekk-forurensning og blokkering. Dyptrykkblekk for fleksibel emballasje er vanligvis løsemiddelbasert - tørkesystemet bruker oppvarmet luft for å fordampe løsemiddelbæreren raskt. Tørkeovnens lengde, lufttemperatur og lufthastighet bestemmer hvor raskt pressen kan kjøre: lengre ovner og høyere temperaturer gir raskere pressehastigheter. Vannbasert dyptrykksfarge, brukt i noen papir- og kartongapplikasjoner, krever mer tørkeenergi og lengre ovnsoppholdstid enn løsemiddelbasert blekk, noe som begrenser pressehastigheten relativt.
Nettspenningskontrollsystem
Å opprettholde konsistent substratspenning gjennom hele pressen er avgjørende for utskriftsregistrering - spesielt på tynne, strekkbare filmer som reagerer på spenningsvariasjoner med dimensjonsendringer. Moderne gravyrtrykkmaskiner bruker lukkede sløyfespenningskontrollsystemer med belastningsceller og servodrevne nip-valser for å opprettholde konstant spenning over banen. Registerkontrollsystemer bruker optiske sensorer og motoriserte sylinderdrifter for å opprettholde presis justering mellom farger - moderne systemer oppnår registertoleranser på ±0,1 til ±0,2 mm ved full produksjonshastighet.
Hvor gravyrpresser brukes
Rotasjonstrykkmaskiner brukes i et relativt smalt sett med bransjer der deres spesifikke kombinasjon av utskriftskvalitet, konsistens og høyvolumøkonomi er mest fordelaktig. De viktigste bruksområdene er:
- Fleksibel emballasje: Den dominerende applikasjonen for dyptrykk over hele verden. Snackmatposer, stående poser, godteriemballasje, frossenmatemballasje, dyrematposer og krydderposer er nesten universelt trykt på dyptrykkpresser ved produksjonsvolum. Prosessen håndterer de tynne polyester-, polypropylen-, nylon- og polyetylenfilmene som brukes i fleksibel emballasje bedre enn noe alternativ ved høye hastigheter.
- Dekorative laminater og overflatefilmer: Gulv, møbelpaneler og dekorative overflater trykkes med rotogravure-presser med UV-herdbar blekk eller løsemiddelblekk på papir- eller filmunderlag som deretter lamineres til plate eller MDF. De gjentatte mønstrene og trekornreproduksjonene i disse applikasjonene krever den tonedybden og løpskonsistensen som dyptrykk gir.
- Publikasjon og magasintrykk: Magasiner, kataloger og avisbilag med høy sirkulasjon har historisk blitt trykt på dyptrykk - prosessen produserer overlegen fotografisk reproduksjon på bestrøket papir ved svært høye hastigheter. Fallende opplag har imidlertid redusert dette segmentet betraktelig, og mye publiseringsdykktrykk har blitt trukket tilbake eller konvertert de siste årene.
- Veggbekledning og spesialtekstiler: Vinylveggbelegg og enkelte tekstiltrykkapplikasjoner bruker dyptrykkspresser for å legge ned gjentatte mønstre og overflatebehandlinger med de volumene som kreves for kommersielle interiørapplikasjoner.
- Sikkerhetsutskrift: Sedler, pass og offisielle dokumenter bruker dyptrykk - en nær slektning av dyptrykk - for de hevede blekktaktile elementene som er vanskelige å forfalske. Spesialiserte gravyrpresser brukes av offentlige trykkerier for denne applikasjonen.
Rotogravure vs. Flexografisk Printing: Hvilken prosess gir mening?
Sammenligningen mellom rotogravure og fleksografisk trykk er den vanligste evalueringsbeslutningen for fleksible emballasjekonverterere. Begge prosessene skriver ut på lignende underlag ved høye hastigheter, men de har fundamentalt forskjellige økonomi- og ytelsesprofiler. Her er en direkte sammenligning:
| Faktor | Rotogravure | Flexographic |
| Utskriftskvalitet | Utmerket — overlegen tonal dybde og konsistens | Bra til veldig bra — forbedret betydelig med HD-plater |
| Sylinder / plate Kostnad | Høy - $500–$2000 per dyptrykksylinder | Moderat - $100–$500 per flexo plate sett |
| Makeready Time | Lengre - sylinderskift og oppsett er tidkrevende | Kortere – platemontering og oppsett raskere |
| Løpelengde økonomi | Best for lange løpeturer (500 000m) | Bedre for middels løp (50 000–500 000 m) |
| Trykk på Speed | Opptil 300–400 m/min | Opptil 400–600 m/min (noen konfigurasjoner) |
| Blekktype | Primært løsemiddelbasert; vannbasert tilgjengelig | Alternativer for løsemidler, vannbasert og UV/EB |
| Sylinder / plate holdbarhet | Utmerket — forkrommede sylindre varer millioner av meter | Bra - plater varer vanligvis 1–3 millioner visninger |
Den grunnleggende tommelfingerregelen: rotogravure blir økonomisk overlegen fleksografisk trykk etter hvert som lengdene øker. Den høye sylinderkostnaden amortiseres over svært store volumer, noe som bringer utskriftskostnadene per enhet under flexo. For SKU-er med korte opplag eller hyppige designendringer, gir fleksografisk utskrift vanligvis mer økonomisk mening til tross for avveiningen av utskriftskvalitet.
Typer rotasjonstrykkmaskiner
Ikke alle dyptrykk er like. Rotasjonstrykkmaskiner er bygget i flere konfigurasjoner avhengig av applikasjon, substrat og produksjonsmiljø:
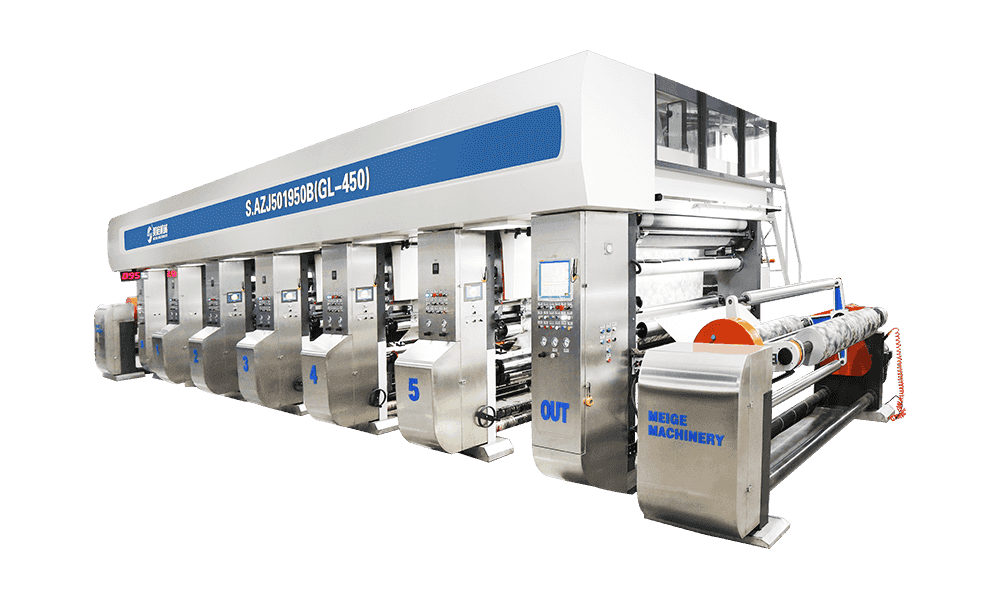
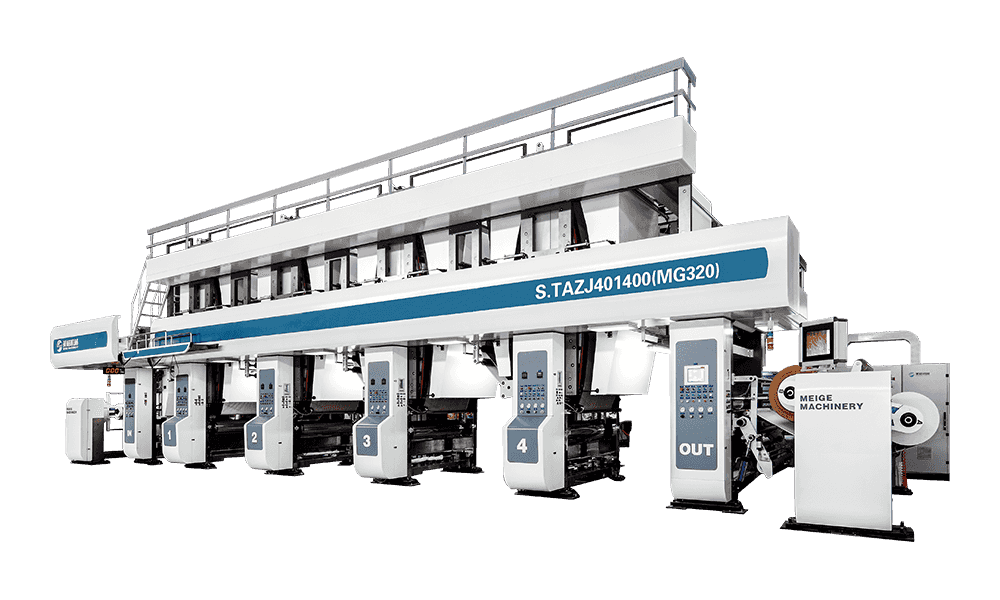
Inline (stabel) konfigurasjon
Inline dyptrykkspresser arrangerer trykkenheter i en horisontal linje, med banen som passerer sekvensielt gjennom hver enhet. Dette er den vanligste konfigurasjonen for fleksibel emballasjegravyr. Banebanen mellom enhetene gir plass til tørkeovner, og det lineære arrangementet gjør spenningskontrollen enkel. Moderne inline dyptrykkspresser for emballasje har vanligvis seks til ti fargeenheter med automatisk registerkontroll, løsemiddelgjenvinningssystemer og automatiske spleiseavviklinger og omspolere for kontinuerlig produksjon.
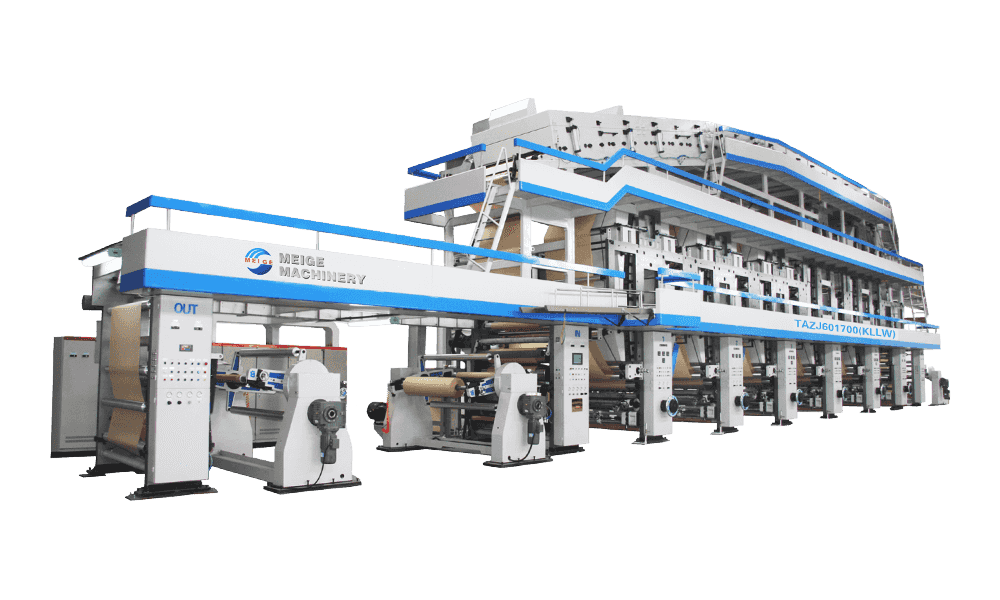
Publikasjon Gravure Presses
Publikasjonsdyppresser er betydelig større maskiner designet for bred-nett papirutskrift ved høye hastigheter. De skriver ut på begge sider av nettet samtidig ved hjelp av satellittkonfigurasjoner, og de opererer med hastigheter på 12–15 meter per sekund på nettbredder over 3000 mm. Disse maskinene representerer den høye enden av dyptrykkspressteknikk og produseres av et lite antall spesialiserte produsenter. Økonomien ved publiseringsdypet krever årlige trykkvolum i hundrevis av millioner eksemplarer for å rettferdiggjøre kapitalinvesteringen.
Smalvev dyptrykkspresser
Smalbane dyptrykkpresser opererer på banebredder på 200–600 mm og brukes til etiketter, spesialemballasje og kortsiktige dekorative applikasjoner. De tilbyr trykkkvalitetsfordelene ved dyptrykk til lavere kapitalkostnader og med mindre sylinderomkrets, noe som reduserer verktøykostnaden per jobb. Smalvev dyptrykk har funnet en nisje i førsteklasses etikettmarkeder og kosmetikkemballasje hvor kravene til utskriftskvalitet er høye, men lengdene er kortere enn typiske fleksible emballasjejobber.
Hva du bør vurdere når du kjøper en rotogravure-trykkmaskin
Å kjøpe en dyptrykkpresse er en betydelig kapitalbeslutning - nye maskiner fra store produsenter varierer vanligvis fra $1 million til $5 millioner eller mer, avhengig av bredde, hastighet, antall enheter og automatiseringsnivå. Brukte dyptrykkpresser er tilgjengelige til betydelig lavere pris, men krever nøye vurdering. Her er de viktigste spesifikasjonene og faktorene for å vurdere:
- Nettbredde: Den maksimale underlagsbredden pressen kan håndtere avgjør hvilke markeder og produktformater du kan betjene. Fleksible dyptrykkspresser for emballasje kjører vanligvis 800 mm til 1600 mm banebredder. Tilpass nettbredden til den forventede produktmiksen din – bredere presser koster mer, men tillater flere baner på tvers av nettet, noe som forbedrer økonomien på jobber med store volum.
- Maksimal utskriftshastighet: Vurdert hastighet er viktig, men oppnåelig produksjonshastighet på ditt spesifikke underlag og jobbmiks er det som faktisk bestemmer produksjonen. Tynne, utvidbare filmer kan kreve å kjøre godt under nominell hastighet for å opprettholde registeret. Be om referansedata om hastigheter oppnådd på lignende underlag som tiltenkt bruk.
- Antall utskriftsenheter: Flere enheter tillater flere farger i en enkelt pass, noe som eliminerer behovet for doble passeringer på komplekse design. For fleksibel emballasje er minimum åtte enheter i økende grad standarden – ti enheter eller mer foretrekkes for jobber som krever prosessfarger pluss spotfarger pluss belegg i en enkelt omgang.
- Registrer kontrollsystem: Evaluer registerkontrollsystemet i detalj - spesielt sensortype, korrigeringshastighet og minimum korrigeringstilvekst. På moderne presser gir kamerabaserte registersystemer som leser faktiske trykkmerker raskere og mer nøyaktig korreksjon enn eldre sensorbaserte systemer.
- Gjenvinning av løsemidler og utslippskontroll: Løsemiddelbasert dyptrykk genererer betydelige VOC-utslipp. De fleste jurisdiksjoner krever løsemiddelgjenvinningssystemer - typisk aktivert karbonadsorpsjonsenheter - som fanger opp og gjenvinner løsemiddel for gjenbruk eller forbrenning for energigjenvinning. Kontroller at enhver presse du kjøper er kompatibel med utslippskontrollutstyret som kreves i ditt anlegg og jurisdiksjon.
- Automatisk skjøting og spenningskontroll: Flyvende skjøtesystemer på avviklingen tillater rulleskift uten å stoppe pressen, noe som dramatisk forbedrer maskinens effektivitet. Evaluer spenningskontrollsystemets spesifikasjoner - servospenningskontroll med lukket sløyfe med belastningsceller ved hver enhet er gjeldende standard for fleksibel emballasjegravyr.
- Produsentstøtte og reservedeler tilgjengelig: For en maskin som er dette komplekset, er ettersalgsstøttekvalitet like viktig som selve pressespesifikasjonen. Evaluer produsentens servicenettverk, tilgjengelighet av reservedeler og opplæringsprogrammer. For brukt utstyr, vurder tilgjengeligheten av deler uavhengig – eldre presser fra utgåtte produktlinjer kan bli vedlikeholdsansvar hvis reservedeler tørker opp.
Dyptrykksylinder Management: The Hidden Operating Cost
Dyptrykksylinderen er der størstedelen av kostnadene per jobb ligger i dyptrykk, og sylinderstyring er en betydelig operasjonsdisiplin i ethvert dyptrykkanlegg. Hver designendring krever nye sylindre - et komplett sett med åtte til ti sylindre for en flerfarget emballasjejobb kan koste $4000 til $20.000 avhengig av sylinderdiameter og antall farger. Denne kostnadsstrukturen driver flere operasjoner som er spesifikke for dyptrykksanlegg:
Sylinderlagrings- og sporingssystemer er essensielle i dyptrykkoperasjoner med høyt volum. Sylindre for gjentatte jobber lagres og gjenbrukes - en sylinder som brukes flere ganger i året, amortiserer raskt graveringskostnadene. Forkroming lades opp mellom bruk, og kobberlag fjernes og galvaniseres på nytt når en designendring krever ny gravering på sylinderkroppen. Å administrere hvilke sylindre som er lagret, hvilke som trenger omplating og hvilke som er i bruk krever organiserte lagersystemer som mange omformere undervurderer når de planlegger en ny dyptrykkoperasjon.
Bevegelsen mot intern sylindergravering - i stedet for å sette ut til et graveringsbyrå - er økonomisk berettiget for anlegg som kjører store sylindervolum. En elektromekanisk graveringsmaskin representerer en ekstra kapitalinvestering på $300.000 til $800.000, men reduksjonen i sylinderomløpstiden og kostnadene per sylinder kan gi tilbakebetaling innen to til fire år for anlegg som bruker mer enn 500 sylindre per år.
Bunnlinjen på rotasjonstrykkmaskiner
A rotasjonstrykkmaskin er et utstyr med høy ytelse og høy forpliktelse. Prosessen leverer utskriftskvalitet og produksjonskonsistens som fleksible emballasjekonverterere og publikasjonsskrivere har stolt på i flere tiår, men det krever betydelige investeringer i kapitalutstyr, sylinderverktøy, infrastruktur for løsningsmiddelstyring og dyktig driftspersonell for å realisere denne ytelsen.
Økonomien favoriserer tydelig dyptrykk ved høye volum – når du skriver ut millioner av lineære meter per år av en relativt stabil SKU-blanding, er utskriftskostnadene per enhet og fordelene med konsistens avgjørende. For lavere volum, hyppigere designendringer eller markeder der fleksografisk utskriftskvalitet har nådd paritet for applikasjonen, er fleksografisk trykk vanligvis det bedre økonomiske valget. Beslutningen er i bunn og grunn en volum- og produktmiks-beregning, ikke en kvalitetspreferanse – og å få den beregningen rett før du forplikter deg til en dyptrykkpresseinvestering er det viktigste trinnet i evalueringsprosessen.
Produkt kategorier
Anbefalte nyheter
Anbefalte produkter
En rekke modeller for å møte utviklingsbehovene til ulike regioner i verden.

Send oss en melding akkurat nå!
Hurtigkoblinger
Produkter
Kontakt oss
- Phone: +86-13757197838 (Manager Chen)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: No.32 Wujiatou, Qingke Village, Jincheng Street, Lin'an-distriktet, Hangzhou City, Zhejiang-provinsen
Copyright © Zhejiang Meige Machinery Co., Ltd. All rights reserved.
 Personvern
Personvern