 Engelsk
Engelsk 中文简体
中文简体Dekorative papirgravure-trykkmaskiner: En komplett kjøper- og brukerveiledning
Dekorativt papir – det trykte overflatematerialet som brukes i møbler, gulv, skap, veggpaneler og laminatprodukter – krever et nivå av mønsterkonsistens, fargepresisjon og produksjonsgjennomstrømning som bare én utskriftsteknologi gir pålitelig i industriell skala: dyptrykk. En dekorativ papirdyptrykkmaskin er et høyt spesialisert stykke kapitalutstyr som står i sentrum av den dekorative overflateindustrien, og produserer trekorn, stein, tekstil og abstrakte mønstre som vises på milliarder av kvadratmeter med laminert produkt hvert år. Denne veiledningen dekker alt en kjøper, anleggsleder eller produksjonsingeniør trenger å forstå om disse maskinene – hvordan de fungerer, hva nøkkelspesifikasjonene betyr, hvordan man vurderer leverandører og hva som skiller høyytelsesutstyr fra maskiner som sliter med å møte dekorative papirs høye kvalitetskrav.
Hvorfor dyptrykk dominerer dekorativ papirproduksjon
Dekorativt papir har spesifikke utskriftskrav som eliminerer de fleste konkurrerende utskriftsteknologier fra praktisk vurdering. Mønstrene må reproduseres med mikroskopisk konsistens på tvers av rull etter rull - en trekorn-repetisjon som skifter 0,1 mm mellom to ruller som brukes på tilstøtende paneler i et kjøkkenskap, blir umiddelbart synlig som en mismatchdefekt. Fargene må forbli identiske på tvers av produksjonsserier atskilt med uker eller måneder, fordi dekorativt papir er en komponent i et større produktsystem der paneler, kanter og matchende elementer produseres fra forskjellige produksjonspartier. Og gjennomstrømningen må være høy nok til å rettferdiggjøre kostnadene for det spesialiserte papirsubstratet, sylindergravering og blekksystemer som er involvert.
Rotasjonstrykk - teknologien som brukes i dekorative dyptrykksmaskiner for papir — oppfyller alle disse kravene gjennom sin grunnleggende prosess: blekk holdes i mikroskopiske celler gravert direkte inn i en forkrommet kobbersylinder, overflødig blekk tørkes av sylinderoverflaten med et rakelblad, og det gjenværende blekket i cellene overføres til papirsubstratet under trykk fra en avtrykksvalse. De graverte cellene er permanente - de endres ikke mellom avtrykkene - så mønstergeometrien er mekanisk festet i sylinderen. Dette gir mønster-til-mønster registrering og gjentatt presisjon som ingen annen utskriftsprosess kan matche ved tilsvarende produksjonshastigheter.
Til sammenligning bruker fleksografisk trykk gummi- eller fotopolymerplater som viser dimensjonsendringer med temperatur- og trykkvariasjoner, noe som gir lavere geometrisk presisjon. Blekkstråle- og digitale utskriftsteknologier tilbyr fleksibilitet, men kan foreløpig ikke matche dyptrykkskombinasjonen av overflatedekningstetthet, slitebestandig blekk og produksjonshastigheter på over 200 meter per minutt. For dekorativ papirproduksjon i store volum er dyptrykk ikke bare den foretrukne teknologien – det er den eneste teknologien som oppfyller de kombinerte kravene til applikasjonen i kommersiell skala.
Hvordan en dekorativ papirgravuremaskin fungerer
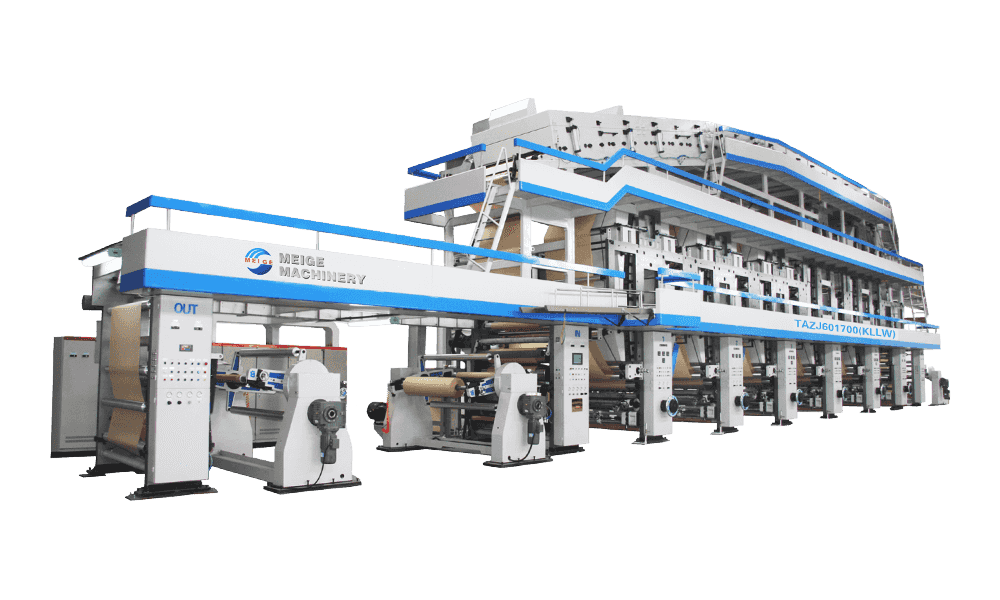
For å forstå driftsprinsippet til en rotogravuremaskin for dekorativt papir, må du følge papiret og blekket gjennom hvert trinn av maskinen fra avvikling til tilbakespoling. Prosessen er kontinuerlig - papirsubstratet beveger seg som en ubrutt bane fra materullen gjennom hver utskriftsstasjon og alle behandlingssystemer etter utskrift før det vikles inn i den ferdige utgangsrullen.
Nettmating og spenningskontrollsystem
Papirsubstratet – typisk dekorativt basispapir av alfa-cellulose med basisvekter fra 50 til 130 g/m² avhengig av bruken – legges som en rull med stor diameter på avviklingsstativet ved inngangen til maskinen. Profesjonelle dekorative papirgravyrpresser bruker flygende skjøte- eller støtskjøtesystemer som lar uttømte ruller erstattes med nye ruller uten å stoppe maskinen, og opprettholder kontinuerlig produksjon over lengre kjøringer. Spenningskontroll gjennom hele maskinen styres av danservalser og lastcelletilbakemeldingssystemer som opprettholder konstant banespenning på tvers av alle utskriftsstasjoner uavhengig av hastighetsendringer, reduksjon av rullediameter eller variasjon av underlagsegenskaper. Konsekvent banespenning er avgjørende for registreringsnøyaktighet – variasjoner fører til at banen strekker seg ujevnt, og skifter utskriftsposisjon i forhold til sylinderrepetisjonen.
Utskriftsstasjonen: Sylinder, Doctor Blade og Impression Roller
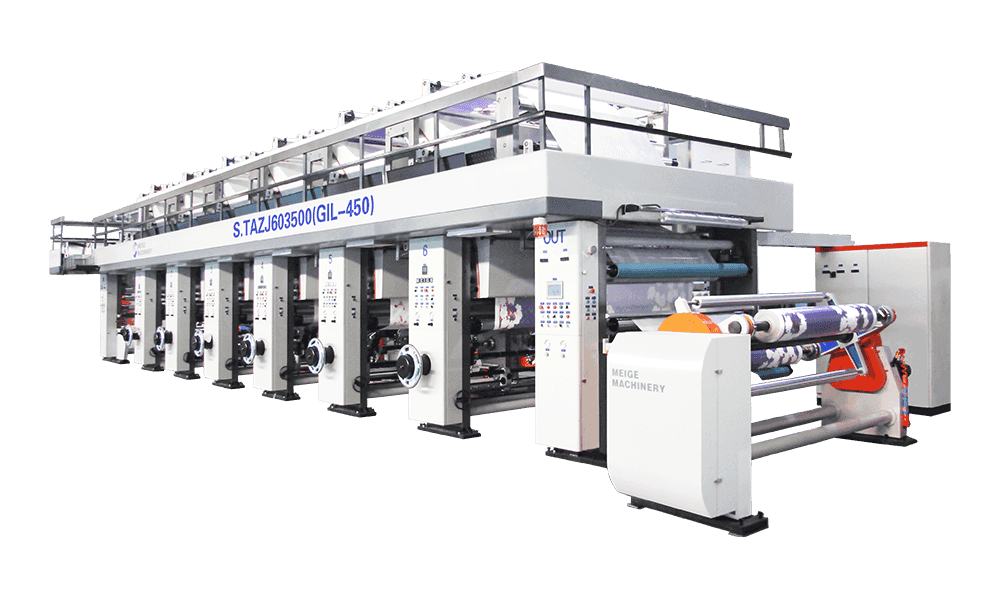
Hver farge i det dekorative mønsteret krever en dedikert trykkestasjon. En standard dekorativ papirdyptrykkmaskin har mellom 4 og 12 trykkestasjoner arrangert på linje, med papirbanen som passerer gjennom hver stasjon sekvensielt. Hver stasjon inneholder tre hovedkomponenter: dyptrykksylinderen, rakelenheten og avtrykksvalsen.
Dyptrykksylinderen er hjertet i prosessen. Det er et stålbaserør kobberbelagt til en tykkelse på omtrent 100–150 mikron, hvor cellemønsteret er gravert ved et elektromekanisk graveringshode eller kjemisk etseprosess. Etter gravering blir kobberoverflaten forkrommet til en hardhet på omtrent 900–1000 Vickers for å motstå slitasje fra rakel og blekkkontakt. Cellene inneholder spesifikke blekkvolumer – celledybde og åpningsdiameter styrer blekktetthet og -dekning. For dekorative papirapplikasjoner varierer sylinderomkretsene vanligvis fra 600 mm til 1200 mm, tilsvarende gjentagelseslengden på mønsteret.
Rakelbladet er et tynt stål- eller polymerblad som ligger an mot den roterende sylinderoverflaten under kontrollert trykk, og tørker blekk fra landområdene mellom cellene mens blekk etterlates i selve cellene. Doktorbladvinkel, kontakttrykk, materiale og oscillasjonshastighet påvirker alle utskriftskvalitet og sylinderlevetid. Avtrykksvalsen - en gummibelagt stålrulle plassert på motsatt side av sylinderen - presser papirbanen mot den blekket sylinderoverflaten med kontrollert kraft, og overfører blekket fra cellene til papiret. Trykktrykk bestemmer blekkoverføringseffektiviteten og justeres for forskjellige papirabsorbanser og blekkviskositeter.
Blekktilførsel og viskositetskontroll
Blekk leveres til trykkestasjonen av et lukket sirkulasjonssystem som pumper blekk fra et reservoar gjennom et blekkbrett under dyptrykksylinderen. Sylinderen roterer gjennom blekkbrettet, og fyller de graverte cellene med blekk før viskesyklusen. Blekk som tørkes av sylinderoverflaten går tilbake til reservoaret via en returkanal, og opprettholder en kontinuerlig sirkulasjon som forhindrer blekk i å tørke i brettet og holder blekkegenskapene konsistente. Automatiske viskositetskontrollsystemer – typisk basert på utstrømningskoppmåling med automatisert løsningsmiddeldosering – opprettholder blekkviskositeten innen ±0,5 sekunder fra målverdien gjennom hele produksjonskjøringen. Viskositetsdrift er en av hovedårsakene til fargeskift i dyptrykk, og automatisk kontroll eliminerer den manuelle måling og justering fra operatøren.
Tørkesystem mellom utskriftsstasjoner
Mellom hver trykkestasjon passerer den trykte banen gjennom en tørketunnel hvor løsemiddel eller vann fra blekket fordampes før neste farge påføres. Fullstendig tørking mellom stasjonene er avgjørende for nøyaktighet i farge-over-farge-registrering – vått blekk fra den første stasjonen som overføres tilbake til den andre sylinderen (kalt tilbakefanging) forårsaker fargeforurensning og sylinderforurensning som forringer utskriftskvaliteten raskt. Dyppresser for dekorativt papir bruker varmluftstøtende tørkesystemer med temperaturkontrollerte luftstråler rettet mot begge overflater av banen. Tørketemperaturer for løsemiddelbasert blekk varierer vanligvis fra 60°C til 120°C; vannbaserte blekksystemer krever høyere temperaturer eller infrarød tilskudd for å oppnå tilsvarende fordampningshastigheter. Løsningsmiddeldamper som trekkes ut fra tørketunnelene samles opp av løsemiddelgjenvinning eller termiske oksidasjonssystemer som kreves for miljøoverholdelse i de fleste jurisdiksjoner.
Nøkkelspesifikasjoner å vurdere når du kjøper en gravure-trykkmaskin for dekorativt papir
Dekorative dyptrykkspresser er spesifisert på tvers av en rekke parametere som sammen definerer maskinens kapasitet, kapasitet og egnethet for spesifikke produksjonskrav. Følgende spesifikasjoner er de mest kommersielt og teknisk viktige ved vurdering av utstyrsalternativer.
| Spesifikasjon | Typisk rekkevidde | Hva det betyr for produksjon |
| Utskriftsbredde | 1000–2200 mm | Bestemmer maksimal papirrullbredde og produksjonskapasitet per pass |
| Maksimal produksjonshastighet | 80–300 m/min | Setter utgangskapasitetens tak; praktisk hastighet avhenger av blekk og underlag |
| Antall trykkestasjoner | 4–12 farger | Begrenser kompleksiteten til mønsteret; flere stasjoner muliggjør rikere design |
| Gjenta lengde på sylinderen | 400–1500 mm | Bestemmer maksimal ikke-repeterende mønsterlengde for tre-/steindesign |
| Registreringsnøyaktighet | ±0,1–0,3 mm | Farge-til-farge justering presisjon; kritisk for fine detaljmønstre |
| Blekksystemkompatibilitet | Løsemiddel / vannbasert / UV | Bestemmer blekkalternativer, VOC-kompatibilitet og tørkesystemtype |
| Område for underlagsvekt | 40–180 g/m² | Utvalg av papirvekter maskinen kan håndtere uten problemer med webhåndtering |
| Rullediameter avrulles/tilbake | 800–1500 mm | Større ruller reduserer skjøtefrekvensen og forbedrer produksjonseffektiviteten |
Utskriftsbredde: Matchende maskinkapasitet til markedskrav
Utskriftsbredde er den mest effektive spesifikasjonen for produksjon, fordi den bestemmer hvor mye ferdig papir som produseres per meter bane som kjøres gjennom maskinen. En 1600 mm bred presse som går med 150 m/min produserer 1440 m² med trykt papir i timen før oppskjæring. Den samme kjøringen på 1000 mm bredde gir bare 900 m² per time – en 37 % reduksjon i ytelse fra samme maskinhastighet. De fleste dekorative dyptrykksmaskiner beregnet for møbel- og gulvpanelproduksjon opererer med utskriftsbredder mellom 1250 mm og 1800 mm, som matcher standardbreddene til underlagsrullene levert av produsenter av dekorativt papir. Bredere maskiner produserer mer effekt, men krever proporsjonalt tyngre og dyrere sylindre, rakelblader og avtrykksvalser, og pålegger produksjonsanlegget større infrastrukturkrav.
Registreringssystem og fargejusteringsnøyaktighet
Registreringsnøyaktighet - nøyaktigheten som hver farge plasseres med i forhold til de andre - er uten tvil den mest kvalitetskritiske spesifikasjonen i en dekorativ dyptrykkpresse. Moderne profesjonelle maskiner oppnår registerkontroll med lukket sløyfe ved hjelp av kamerabaserte registreringsmerke-deteksjonssystemer som overvåker utskriftsposisjonen til hver fargestasjon i sanntid og foretar mikrojusteringer av sylinderfaseposisjon gjennom servodrevne korreksjonsaktuatorer. Disse systemene kan oppdage og korrigere registreringsfeil på 0,05 mm eller mindre, og opprettholde justering på tvers av hastighetsendringer, temperaturvariasjoner og rulleendringer. Entry-level eller eldre maskiner som bruker åpne sløyfe-registreringssystemer er avhengige av manuell operatørjustering og kan ikke opprettholde den samme innrettingspresisjonen, spesielt under innkjøringsperioder etter hastighetsendringer eller ved høye produksjonshastigheter hvor nettdynamikken blir mer kompleks.
Dyptrykkssylindre for dekorativt papir: gravering, spesifikasjoner og styring
I dekorativt dyptrykk er sylinderen den viktigste gjentakende kostnads- og kvalitetsvariabelen utenfor selve maskinen. Å forstå sylinderspesifikasjoner, graveringsmetoder og livssyklusstyring er avgjørende for å kontrollere produksjonsøkonomi og opprettholde utskriftskvalitet.
Graveringsmetoder og deres effekt på trykkkarakterer
To primære graveringsmetoder brukes for dekorative dyptrykksylindere av papir. Elektromekanisk gravering (EME) bruker en penn med diamantspiss drevet av en elektromagnetisk aktuator for å kutte individuelle celler inn i kobberoverflaten med hastigheter på opptil 8000 celler per sekund. Pekepennens dybde og bredde er variert for å produsere celler med forskjellig volum, noe som muliggjør tonegradering på tvers av mønsteret. EME-gravering produserer svært presis cellegeometri med konsistent form, noe som gjør den til standarden for høyoppløselige dekorative mønstre som krever fine teksturdetaljer - realistiske treporestrukturer, steinoverflatekorn og fine tekstilvevninger.
Lasergravering - spesielt laserablasjon av kobberoverflaten - er et alternativ som vinner terreng i produksjon av dekorative papirsylinder. Lasergravering tillater mer komplekse cellegeometrier, inkludert underskårne celler og varierende celleformer innenfor en enkelt sylinder, noe som muliggjør blekkfrigjøringsegenskaper som EME ikke kan replikere. Lasergraverte sylindre kan oppnå utskriftseffekter som i større grad etterligner den naturlige mikroteksturen til tre- og steinoverflater, som er kommersielt viktig for avanserte dekorative papirapplikasjoner. Kapitalkostnaden for lasergraveringsutstyr er høyere enn EME, men driftskostnaden per sylinder er lavere, og den større geometriske fleksibiliteten gir designdifferensieringsfordeler.
Cellevolum og skjermstyring
Cellevolum – målt i milliarder kubikkmikroner (BCM) per kvadrattomme eller i kubikkcentimeter per kvadratmeter (cm³/m²) – bestemmer mengden blekk som avsettes per arealenhet av trykt overflate. For dekorativt papirdyptrykk er cellevolumene vanligvis høyere enn for publikasjons- eller emballasjedyptrykk fordi dekorative papirer krever en tett, ugjennomsiktig blekkfilm som dekker det hvite grunnpapiret fullstendig og tåler påfølgende overflatebehandlingsprosesser inkludert impregnering og pressing inn i laminater. Fulltoneområder med dekorative papirmønstre bruker vanligvis celler med volum på 25–45 BCM, mens høylys- og teksturområder bruker grunnere celler på 8–18 BCM. Skjermstyring - antall celler per lineær tomme eller centimeter - påvirker finheten til detaljer som kan reproduseres. Dekorative papirsylindere bruker vanligvis skjermlinjer på 70 til 120 linjer per centimeter, med finere linjer som brukes til høyoppløselig trekorn- og steinmønstergjengivelse.
Sylinders livssyklus og rekondisjonering
En dyptrykksylinder for dekorativ papirproduksjon representerer en betydelig investering - typisk €3 000 til € 15 000 per sylinder avhengig av størrelse, graveringskompleksitet og om sylinderen eies eller leies gjennom en sylinderleverandørtjeneste. Kromoverflaten som beskytter det graverte kobberet slites gradvis gjennom rakelkontakt, med slitasjehastighet avhengig av rakelmateriale, kontakttrykk, blekkslipeevne og produksjonshastighet. En godt administrert sylinder på en moderne dekorativ dyptrykkspresse oppnår vanligvis 50 000 til 150 000 lineære meter med trykk før kromslitasje reduserer utskriftskvaliteten til et uakseptabelt nivå. På det tidspunktet blir sylinderen strippet for krom- og kobberlagene, kobberet på nytt, gravert på nytt og forkrommet - en rekondisjoneringssyklus som kan gjentas flere ganger på det samme stålbaserøret, noe som reduserer den effektive levetidskostnaden for sylinderelementer betydelig.
Blekksystemer for dekorativt papirtrykk
Blekksystemet som brukes i en dekorativ papirdyptrykkmaskin er en kritisk prosessvariabel som påvirker utskriftskvalitet, fargespekter, tørkeytelse, miljøoverholdelse og egnetheten til det ferdige trykte papiret for påfølgende behandlingstrinn. Tre hovedtyper av blekksystem brukes i produksjon av dekorative dyptrykk.
Løsemiddelbasert dyptrykkblekk
Løsemiddelbasert blekk har historisk sett dominert dekorativt dyptrykk på grunn av deres raske tørkehastighet ved høye maskinhastigheter, utmerket vedheft til behandlede papiroverflater, høy fargetetthet og sterk motstand mot de påfølgende høytemperatur- og høytrykkslamineringsprosessene som dekorativt papir gjennomgår. Løsemiddelbæreren - typisk toluen, etylacetat, metyletylketon eller blandinger derav - fordamper raskt i tørketunnelen, og tillater utskriftshastigheter på 200 m/min selv med flere fargestasjoner. De primære ulempene er miljø- og arbeidshelsepåvirkningen av utslipp av flyktige organiske forbindelser (VOC), som krever løsemiddelgjenvinningssystemer (kondensbasert eller aktivert karbonadsorpsjon) og overholdelse av stadig strengere luftkvalitetsbestemmelser. De fleste etablerte produsenter av dekorativt papir som driver dyptrykkpresser for løsemidler har investert i integrerte gjenvinningssystemer for løsemidler som gjenvinner 90–95 % av løsemidler som slippes ut for gjenbruk, noe som reduserer både miljøpåvirkningen og kostnadene for løsemidler betydelig.
Vannbasert dyptrykkblekk
Vannbasert dyptrykk eliminerer VOC-utslippene til løsemiddelsystemer og spesifiseres i økende grad av produsenter av dekorativt papir som står overfor strengere miljøreguleringer eller retter seg mot markeder med strenge krav til innendørs luftkvalitet for ferdige produkter. Vannbasert blekk for dekorative dyptrykk har forbedret seg betydelig i fargetetthet, vedheft og tørkehastighet i løpet av det siste tiåret, men de byr fortsatt på tekniske utfordringer sammenlignet med løsemiddelsystemer. Fordampningsentalpien til vann er betydelig høyere enn for organiske løsningsmidler, og krever enten lavere produksjonshastigheter, lengre tørketunneler, høyere tørketemperaturer eller infrarød tilskudd for å oppnå tilsvarende tørkeytelse. Vannbasert blekk har også høyere overflatespenning, noe som påvirker blekkfrigjøring fra dyptrykkceller og kan kreve justering av cellegeometri og inntrykkstrykkinnstillinger. Dyptrykkmaskiner spesifisert for vannbasert blekkdrift har forbedrede tørkesystemer og modifiserte blekksirkulasjonskomponenter som passer for vandige medier.
UV-herdbare dyptrykkblekk
UV-herdbart blekk herdes ved fotokjemisk tverrbinding under ultrafiolette lamper i stedet for ved fordampning av løsemiddel, og produserer i hovedsak null VOC-utslipp og nesten øyeblikkelig herding. De tilbyr enestående gnidnings- og kjemisk motstand i den herdede filmen, noe som er fordelaktig for dekorative papirer som vil møte direkte mekanisk kontakt i lamineringsbehandling eller sluttbruk. UV-blekk for dyptrykk er imidlertid betydelig dyrere enn løsemiddel- eller vannbaserte systemer, og UV-herdede blekkfilmer har ulike fleksibilitetsegenskaper som må vurderes opp mot deformasjonene det trykte papiret vil gjennomgå under impregnering og pressing. UV-gravyrsystemer for dekorativt papir er et voksende segment, spesielt for premium- og spesialapplikasjoner, men har ennå ikke fortrengt løsemiddelsystemer som den dominerende teknologien for mainstream høyvolumproduksjon.
Post-utskriftssystemer på en dekorativ papirgravyrpresse
Selve trykkeprosessen er bare en del av det en moderne dekorative dyptrykksmaskin gjør. For de fleste dekorative papirprodukter er inline ettertrykkbehandlingssystemer integrert i pressen for å påføre funksjonelle belegg eller overflatebehandlinger umiddelbart etter trykking og før endelig oppvikling.
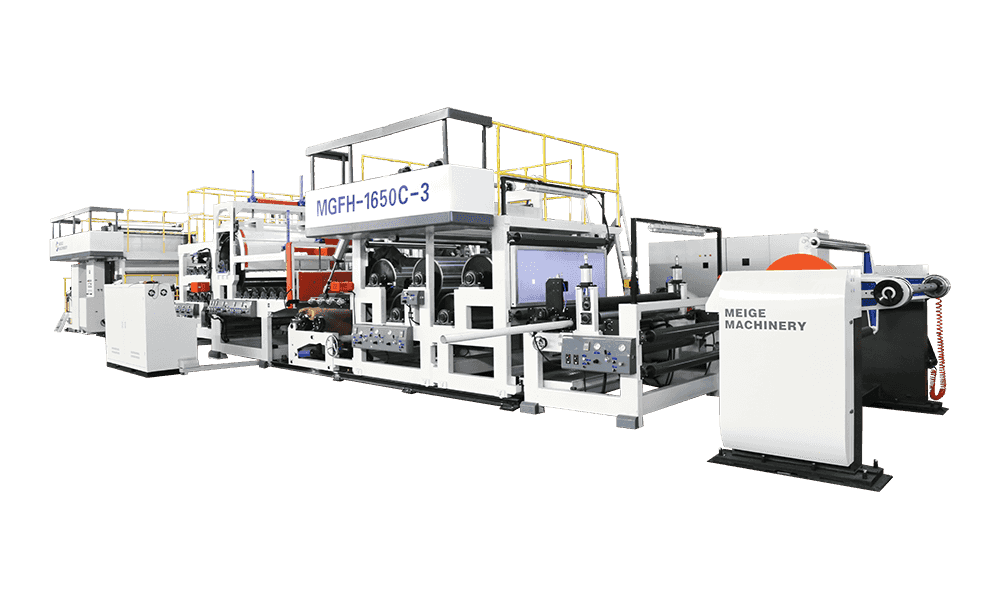
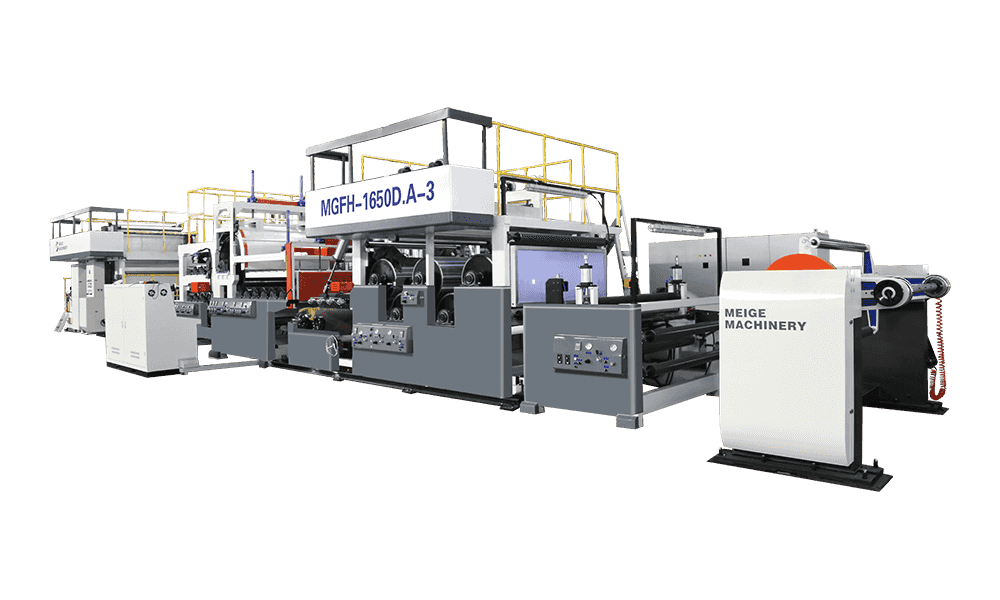
Inline Coating Units
Mange dekorative dyptrykkspresser for møbler og gulv inkluderer en eller flere inline-beleggingsstasjoner plassert etter den endelige utskriftsstasjonen. Disse påfører en primer, et grunnstrøk eller et overflatebehandlingslag på det trykte papiret mens de fortsatt er i nettet, og eliminerer en separat offline-belegningsoperasjon. Vanlige inline-belegg for dekorativt papir inkluderer anti-flekkbeskyttende belegg som beskytter den trykte blekkfilmen under rullhåndtering og transport, impregneringsprimere som forbehandler papiroverflaten for mer konsistent harpiksopptak i påfølgende impregneringsprosesser, og funksjonelle barrierebelegg påført for spesifikke sluttbrukskrav. Inline-beleggingsenheten er typisk en gravyrbeleggingsstasjon som bruker en glatt eller anilox-sylinder i stedet for en gravert sylinder, og påfører belegget med en kontrollert strøkvekt over hele papirbredden.
Webinspeksjonssystemer
Inline webinspeksjonssystemer som bruker høyoppløselige linjeskanningskameraer og bildebehandlingsprogramvare er standard på moderne dekorative dyptrykkspresser. Disse systemene skanner 100 % av den trykte baneoverflaten i full produksjonshastighet, sammenligner det levende utskriftsbildet med en lagret referanse og flagger defekter – registreringsfeil, fargestreker, rakellinjer, sylinderskademerker og substratdefekter – i sanntid. Defektposisjoner logges med webkoordinater slik at operatører kan lokalisere og vurdere flaggede områder under tilbakespolingsinspeksjonen eller nedstrømsbehandlingen. Inspeksjonssystemets følsomhet kan justeres for å matche defekttoleransestandarden til produktet som produseres - høyverdi gulvpapirapplikasjoner krever vanligvis strengere defektkriterier enn møbelpapir av lavere kvalitet.
Vanlige produksjonsproblemer på dekorative papirgravurepresser og hvordan de skal løses
Å forstå feilene som oftest påvirker dekorative dyptrykk hjelper operatører med å diagnostisere problemer raskt og implementere de riktige korrigerende handlingene, noe som minimerer avfall og nedetid.
- Legebladstriper (bladlinjer): Fine langsgående striper som løper i maskinretningen, forårsaket av partikler som er fanget mellom rakel- og sylinderoverflaten, skade på bladet eller feil kontaktvinkel. Korrigerende handlinger inkluderer å øke bladoscillasjonsamplitude, kontrollere bladkontakttrykk og vinkel, inspisere blekkfiltrering for forurensning, og sjekke sylinderkromoverflaten for groper eller ruhet som fanger partikler.
- Feilregistrering mellom farger: Farge-til-farge-justeringsfeil som er synlige som glorier, fargekanter eller uskarpe mønsterkanter. Forårsaket av registerkontrollsystemfeil, banespenningsustabilitet, termisk ekspansjon av sylindre eller substratstrekkvariasjon. Adresser ved å verifisere at kameramålene er rene og godt opplyst, kontrollerer banespenningens konsistens på tvers av maskinen, gir tilstrekkelig oppvarmingstid for termisk stabilisering, og verifiserer at substratets fuktighetsinnhold er konsistent fra rull til rull.
- Blekktåke og spray: Fine blekkdråper avsatt utenfor det tiltenkte utskriftsområdet, mest tydelig ved høye produksjonshastigheter. Forårsaket av blekkviskositet for lav, avtrykkstrykk for høyt eller blekkoverflatespenning for lav. Korrigerende handlinger inkluderer kontroll og justering av blekkviskositeten til spesifikasjonen, redusering av trykktrykket til det minimum som kreves for tilstrekkelig overføring, og gjennomgang av blekkformuleringen med blekkleverandøren hvis problemet vedvarer på tvers av flere sylinderbytter.
- Hoppet over celler (snøfnugg): Tilfeldige lyse flekker i solide utskriftsområder forårsaket av at blekk ikke kan overføres fra individuelle celler til underlaget. Vanligvis forårsaket av papiroverflateruhet eller lav porøsitet som forhindrer celleblekkkontakt, blekkviskositet for høy, for lavt avtrykkstrykk eller celleforurensning fra tørket blekk. Adresser ved å sjekke inntrykkstrykkinnstillingene, verifisere blekkviskositeten er innenfor spesifikasjonen, gjennomgå substratoverflateenergiverdier og planlegge sylinderrengjøring hvis det er mistanke om oppbygging av blekkrester.
- Fargevariasjon i en rull (fargedrift): Gradvis skift i fargetetthet eller nyanse over lengden av en produksjonskjøring, oftest forårsaket av blekkviskositetsdrift når løsemiddel fordamper fra blekkbrettet, eller temperaturendringer som påvirker blekkreologien. Kontroller at det automatiske viskositetskontrollsystemet fungerer som det skal, kontroller at blekkbrettets temperatur er stabil, og kontroller blekksirkulasjonshastigheten for å sikre at ferskt blekk når brettet med en tilstrekkelig hastighet i forhold til forbruket.
- Nettpauser: Papirsubstrat rives under utskrift, forårsaker produksjonsstans og materialavfall. Forårsaket av spenningstopper fra skjøtefeil, for høyt trykk på skjøre papirkvaliteter, papirdefekter i underlagsrullen eller oppbygging av statisk ladning som forårsaker baneavvik og ombretting. Sørg for at skjøtekvaliteten er verifisert før hver rullskjøt går inn i pressen, kontroller trykktrykkinnstillingene for lette papirkvaliteter, implementer statiske elimineringsstenger på kritiske steder for banebane, og gjennomgå sertifiseringen av substratkvalitet fra papirleverandøren.
Evaluering av leverandører av dekorative papirgravure-trykkmaskiner
En dekorativ papirdyptrykkmaskin er en kapitalinvestering på flere millioner dollar med en levetid målt i flere tiår. Leverandørevaluering fortjener proporsjonal aktsomhet – kvaliteten på maskinen, de kommersielle vilkårene og ettersalgsstøttestrukturen påvirker alle de totale eierkostnadene og den operasjonelle suksessen til investeringen betydelig.
- Referanseinstallasjoner i dekorativt papir spesifikt: Dyppresseteknologi deles på tvers av emballasje-, publikasjons- og dekorative papirapplikasjoner, men en leverandør med dokumentert erfaring innen dekorative papirinstallasjoner forstår de spesifikke kravene til denne applikasjonen – brede utskriftsbredder, høyvolums blekksystemer, inline-beleggsintegrasjon og kvalitetsstandardene til dekorativ overflateindustri. Be om referanser for drift av dekorative papirinstallasjoner og arranger besøk på stedet før du forplikter deg til en leverandør.
- Aksepttestprotokoller og garanterte ytelsesspesifikasjoner: Enhver kjøpskontrakt for en dekorativ papirdyptrykkmaskin bør spesifisere aksepttestbetingelser - produksjonshastighet, antall farger, papirkvalitet, blekksystem - og kvantitative ytelsesgarantier for registreringsnøyaktighet, fargeuniformitet, tørkereffektivitet og defektrater målt under akseptkjøringen. Uklare ytelsesbeskrivelser i en kontrakt gir ingen regress hvis maskinen gir dårligere ytelse etter installasjon.
- Tilgjengelighet av reservedeler og lokal servicedekning: En dyptrykkspresse som er ute av drift og venter på et nytt avtrykksrullelager eller styrekortkomponent koster langt mer per dag i tapt produksjon enn noen besparelse oppnådd ved å velge en billigere maskin eller en leverandør med dårlig reservedelsinfrastruktur. Bekreft at kritiske reservedeler er på lager i forsyningsregionen din, at leverandøren har opplærte serviceingeniører som kan nå anlegget ditt innen 24 til 48 timer for kritiske havarier, og at leverandørens forretningsstabilitet støtter et tiår pluss serviceforhold.
- Digital integrasjon og industri 4.0-beredskap: Moderne installasjoner for dekorative dyptrykkpresser har i økende grad grensesnitt med MES (produksjonsutførelsessystemer) på anleggsnivå for produksjonsplanlegging, kvalitetsdatainnsamling og prediktivt vedlikehold. Bekreft at maskinens kontrollarkitektur støtter OPC-UA eller tilsvarende åpne kommunikasjonsprotokoller, at produksjonsdata er tilgjengelig i standardformater, og at leverandøren har et veikart for programvareoppdateringer og utvidelse av digital kapasitet over maskinens levetid.
- Overholdelse av miljøsystemer og sertifisering: Løsemiddelbaserte dyptrykkinstallasjoner krever integrerte løsemiddelgjenvinning eller termiske oksidasjonssystemer som må overholde lokale miljøtillatelser. Bekreft at leverandøren kan levere hele miljøsystemet som en del av maskinpakken eller har etablerte integrasjonspartnere, at systemet er dimensjonert riktig for pressens løsemiddelutslipp ved maksimal produksjonshastighet, og at leverandøren har erfaring med tillatelsesprosesskravene i din driftsjurisdiksjon.
Produkt kategorier
Anbefalte nyheter
Anbefalte produkter
En rekke modeller for å møte utviklingsbehovene til ulike regioner i verden.

Send oss en melding akkurat nå!
Hurtigkoblinger
Produkter
Kontakt oss
- Phone: +86-13757197838 (Manager Chen)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: No.32 Wujiatou, Qingke Village, Jincheng Street, Lin'an-distriktet, Hangzhou City, Zhejiang-provinsen
Copyright © Zhejiang Meige Machinery Co., Ltd. All rights reserved.
 Personvern
Personvern