 Engelsk
Engelsk 中文简体
中文简体Optimalisering av dyptrykksteknologi for dekorativt trepapir
Rollen til dyptrykkteknologi i trekornreproduksjon
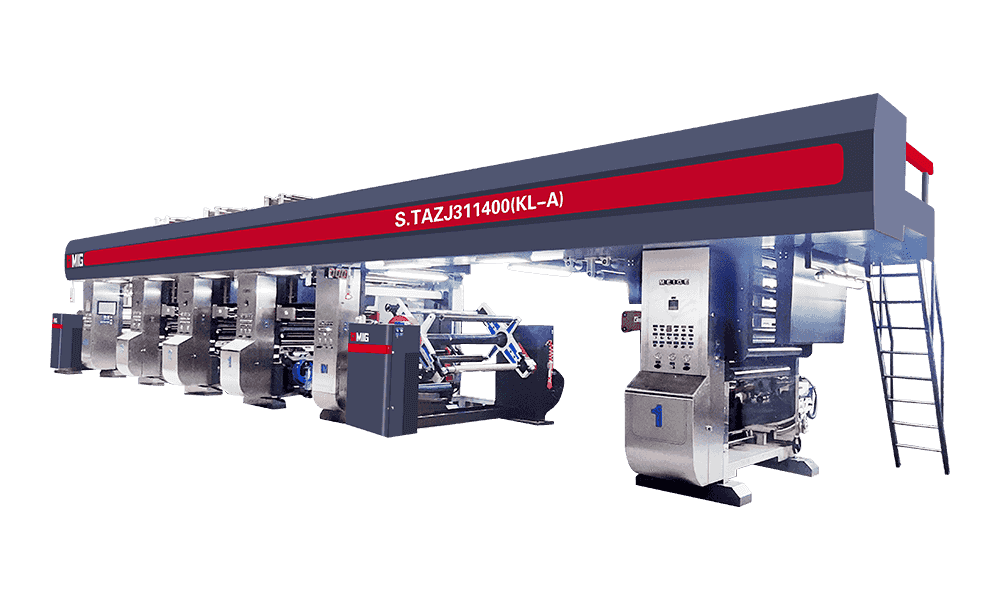
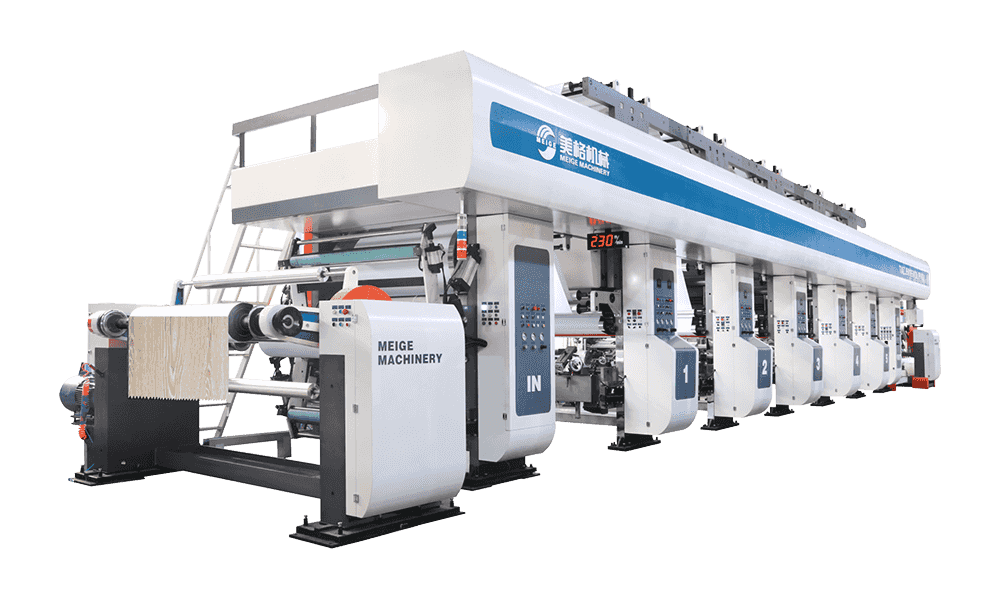
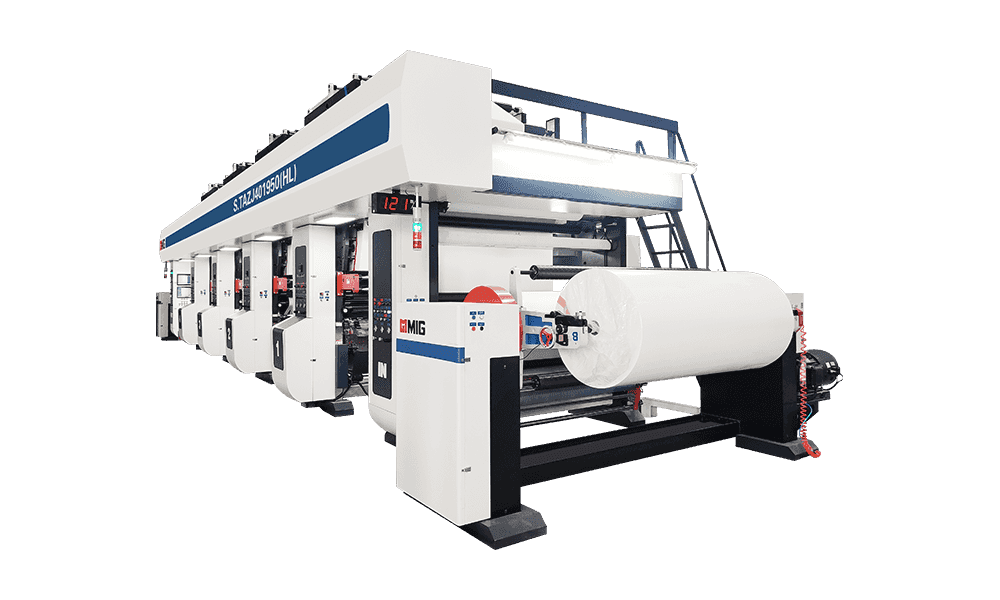
Dyptrykk står som bransjestandarden for produksjon av høykvalitets dekorativt papir som brukes i industrien for konstruert tre, inkludert laminatgulv, møbelpaneler og veggbelegg. Prosessen er avhengig av en dyptrykksmetode hvor bildet er etset inn i en metallsylinder. Dette gir en utrolig høy blekkbelastning og fine detaljer, noe som er avgjørende for å etterligne den organiske kompleksiteten til naturlige trekorn, marmorteksturer og taktile finisher. For konstruerte treprodukter, bestemmer presisjonen til dyptrykksmaskinen dybden og realismen til den endelige estetikken, noe som gjør den til en kritisk ressurs for produsenter som sikter etter førsteklasses markedsposisjonering.
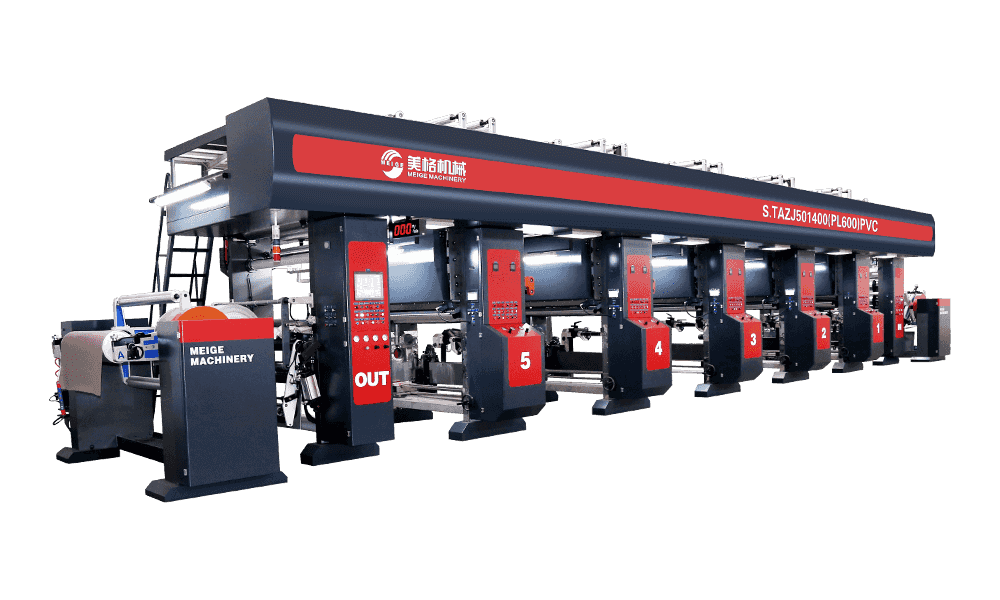
I motsetning til digital- eller offsettrykk, Dyptrykkmaskin for dekorativt trepapir er bygget for høyhastighets, kontinuerlig produksjon på brede baner. Evnen til å opprettholde fargekonsistens over tusenvis av meter er det som skiller denne teknologien. I sammenheng med konstruert tre, hvor paneler må matche perfekt under installasjonen, er den mekaniske stabiliteten og blekkviskositetskontrollen til en dyptrykkpresse ikke-omsettelige egenskaper for kvalitetssikring.
Kjernekomponenter og mekanisk presisjon
Avanserte blekksystemer og Doctor Blade Assembly
Hjertet til gravyrmaskinen ligger i blekksystemet. For dekorativt papir brukes vannbasert blekk hovedsakelig for å oppfylle miljøstandarder og sikre kompatibilitet med påfølgende harpiksimpregneringsprosesser. En rakel med høy presisjon brukes til å tørke overflødig blekk fra de ikke-graverte områdene på sylinderen. Moderne maskiner bruker "kammer" rakelblader eller pneumatiske trykksystemer for å sikre at tørketrykket forblir konstant selv når maskinen akselererer, og forhindrer striper eller "dugging" på det delikate papirsubstratet.
Høyeffektive tørketunneler
Fordi dekorativt papir for konstruert tre ofte skrives ut i flere lag (grunnfarge, åremønster og høylys), er tørkekapasiteten til maskinen avgjørende. Hver trykkestasjon følges av en tørketunnel som bruker høyhastighets varmluft eller infrarød varme. Effektiv tørking sikrer at blekket er helt "stivnet" før papiret når neste stasjon, og forhindrer flekker eller fargeblødning. Dette er spesielt viktig ved utskrift på tynt, absorberende basispapir som er følsomt for fuktighetsindusert ekspansjon.

Tekniske spesifikasjoner for dekorativ papirproduksjon
Når du velger eller konfigurerer en dyptrykkmaskin for dekorativ papirindustri, må flere tekniske parametere optimaliseres for å håndtere den spesifikke vekten og porøsiteten til underlaget. Tabellen nedenfor skisserer standardkravene for et oppsett av profesjonell kvalitet:
| Parameter | Standardkrav |
| Utskriftshastighet | 150 - 300 meter i minuttet |
| Substratvekt | 30 - 120 g/m² (dekorativt grunnpapir) |
| Registreringsnøyaktighet | ≤ ±0,1 mm (vertikalt og horisontalt) |
| Sylinderdiameter | 150 mm - 450 mm (mønsteravhengig) |
| Spenningskontroll | Automatisk kontroll med lukket sløyfe |
Operasjonelle beste praksiser for høykvalitets output
For å oppnå "konstruert tre"-utseendet som kundene etterspør, må operatørene håndtere flere variabler samtidig. Suksess innen dyptrykk handler like mye om kjemi og fysikk som om maskineri. Sentrale operasjonelle fokusområder inkluderer:
- Spenningshåndtering: Dekorativt papir er utsatt for å strekke seg eller krølle seg. Automatiserte spenningskontrollsystemer ved av- og tilbakespolingsstadiene er avgjørende for å forhindre mønsterforvrengning.
- Viskositetskontroll: Konsekvent blekkviskositet er den eneste måten å sikre fargeensartethet. Integrerte viskositetsregulatorer tilsetter automatisk løsemiddel eller vann for å opprettholde ønsket strømningshastighet.
- Sylindervedlikehold: Forkrommede sylindere må inspiseres for slitasje. Selv mindre riper kan resultere i gjentatte defekter som ødelegger en hel batch med dekorativt papir.
- Miljøregulering: Holder utskriftsrommet et stabilt temperatur- og fuktighetsnivå forhindrer papiret i å krølle seg og sikrer at blekket tørker med en forutsigbar hastighet.
Fremtidige trender innen konstruert tretrykk
Industrien beveger seg for tiden mot "Synchronized Grain" eller EIR-teknologi (Embossed-in-Register). Dette krever at dyptrykkmaskinen fungerer i perfekt harmoni med nedstrøms presse- og lamineringslinjer. Høyoppløselige optiske sensorer blir nå integrert i dyptrykkpresser for å skrive ut "sporingsmerker" som digitale kameraer på presselinjene bruker for å justere den fysiske teksturen til laminatet med det trykte trekornet.
I tillegg driver skiftet mot bærekraft utviklingen av mer effektive dyptrykksmaskiner som reduserer blekksvinn og utnytter energigjenvinningssystemer i tørketunnelene. Etter hvert som etterspørselen etter realistisk, holdbart og miljøvennlig konstruert tre vokser, forblir sofistikasjonen til dyptrykkmaskinen hjørnesteinen i industrien for dekorative overflater.
Produkt kategorier
Anbefalte nyheter
Anbefalte produkter
En rekke modeller for å møte utviklingsbehovene til ulike regioner i verden.

Send oss en melding akkurat nå!
Hurtigkoblinger
Produkter
Kontakt oss
- Phone: +86-13757197838 (Manager Chen)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: No.32 Wujiatou, Qingke Village, Jincheng Street, Lin'an-distriktet, Hangzhou City, Zhejiang-provinsen
Copyright © Zhejiang Meige Machinery Co., Ltd. All rights reserved.
 Personvern
Personvern