 Engelsk
Engelsk 中文简体
中文简体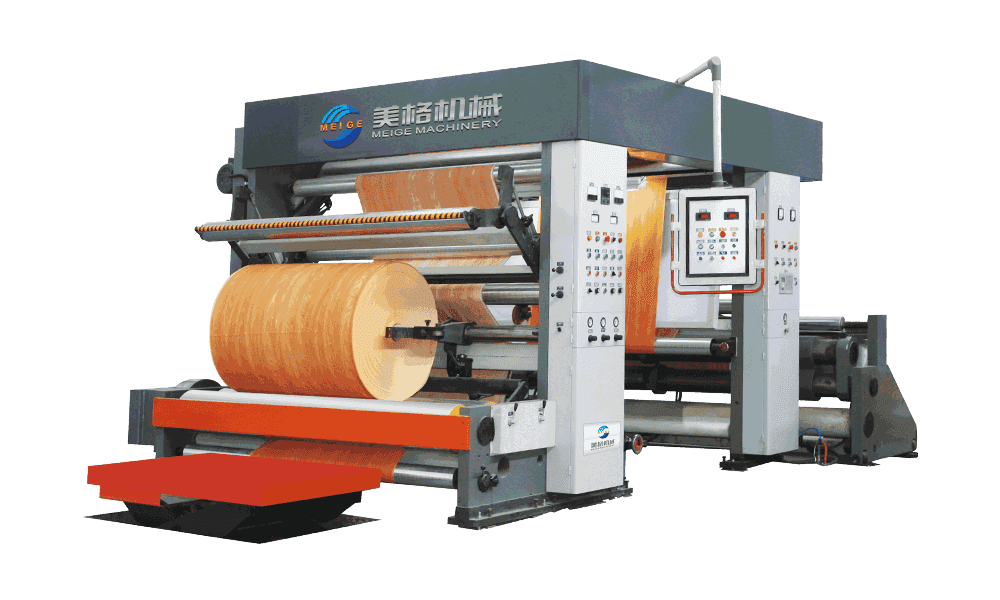


Bransjekunnskap
Hva er nøkkelkomponentene i en Inspeksjonsopprullingsmaskin ?
Avvikling:Avrulleren fungerer som utgangspunktet for prosessen, hvor råvaren føres inn i maskinen. Det sikrer en kontinuerlig og kontrollert tilførsel av materiale for inspeksjon og tilbakespoling.
Avrulleren består vanligvis av komponenter som aksler, chucker eller pneumatiske bremser for å holde og frigjøre materialet etter behov.
Spenningskontrollsystemer i avrulleren sørger for at materialet mates med riktig spenning for å forhindre rynking, strekking eller riving under inspeksjons- og tilbakespolingsprosessen.
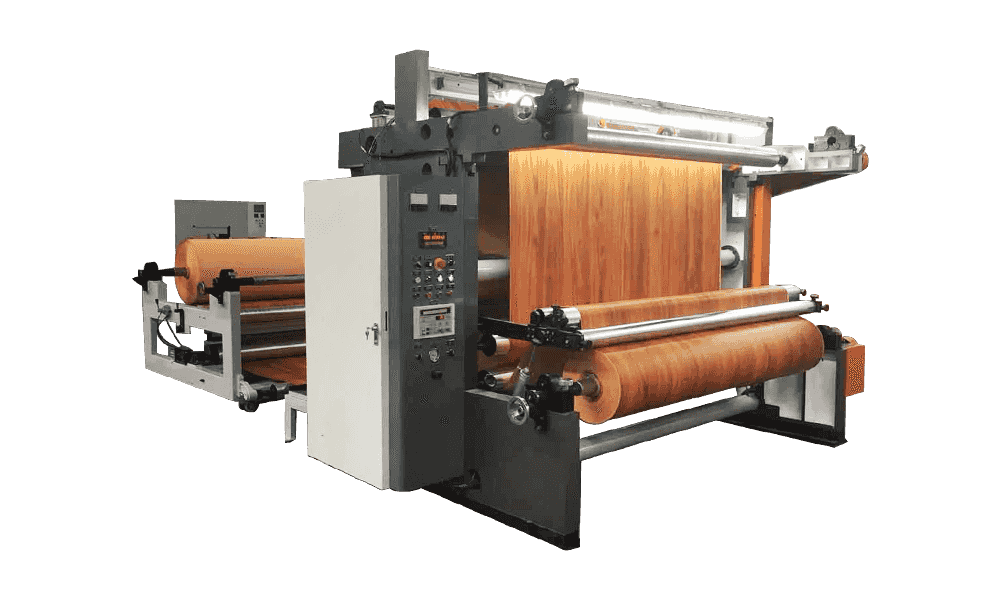
Inspeksjonsstasjon:
Inspeksjonsstasjonen er der materialet gjennomgår en grundig gransking for eventuelle defekter, feil eller ufullkommenheter.
Ulike inspeksjonsmetoder kan brukes, inkludert visuell inspeksjon, optisk inspeksjon ved bruk av kameraer eller sensorer, eller andre spesialiserte teknikker avhengig av materialets art og det nødvendige presisjonsnivået.
Avanserte inspeksjonssystemer analyserer materialet i sanntid, og oppdager defekter som trykkfeil, fargevariasjoner, riper eller fremmede partikler.
Inspeksjonsstasjonen kan inkludere programvarealgoritmer for defektdeteksjon og klassifisering, som muliggjør automatisert beslutningstaking basert på forhåndsdefinerte kriterier.
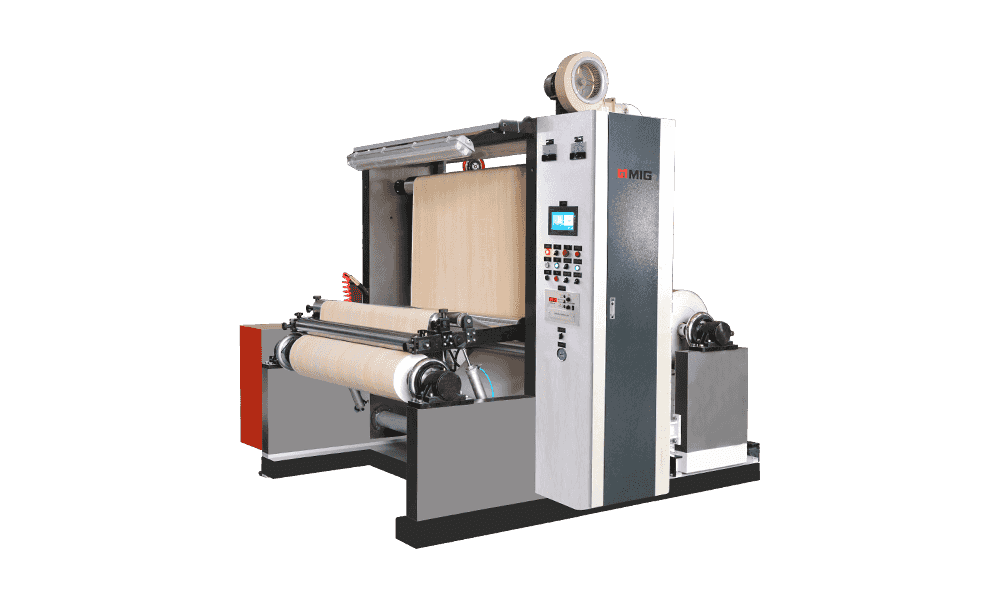
Tilbakespolingsdel:
Etter inspeksjon går materialet videre til opprullingsseksjonen hvor det vikles opp på en ny kjerne eller spole på en presis og kontrollert måte.
Omspolingsseksjonen består typisk av viklingsaksler, ruller og drivmekanismer for å lette jevn og jevn vikling av materialet.
Spenningskontrollsystemer i opprullingsdelen sørger for at materialet vikles med ønsket spenning for å opprettholde integriteten og utseendet.
Omspolingsseksjonen kan inneholde funksjoner som differensialvikling for å kompensere for variasjoner i materialtykkelse eller bredde, og sikre konsistent viklingskvalitet over hele spolen.
Kontrollpanel:
Kontrollpanelet fungerer som grensesnittet mellom operatøren og maskinen, og muliggjør justering av ulike parametere og overvåking av inspeksjons- og tilbakespolingsprosessen.
Operatører kan stille inn parametere som inspeksjonskriterier, viklingsspenning, hastighet og skjærealternativer gjennom kontrollpanelet.
Kontrollpanelet kan vise sanntidsdata som antall feil, produksjonshastighet og maskinstatus, slik at operatører kan ta informerte beslutninger og optimalisere maskinens ytelse.
Kjøresystem:
Drivsystemet består av motorer, gir, remmer og andre mekaniske komponenter som er ansvarlige for å drive avviklings-, inspeksjons- og tilbakespolingsprosessene.
Nøyaktig kontroll av drivsystemet sikrer jevn og jevn drift av maskinen ved ønsket hastighet og spenningsnivå.
Avanserte drivsystemer kan inkludere servomotorer eller lukkede sløyfekontrollalgoritmer for å oppnå presis hastighets- og spenningskontroll, spesielt i høyhastighets- eller høypresisjonsapplikasjoner.
Spenningskontrollsystem:
Å opprettholde riktig spenning gjennom hele inspeksjons- og tilbakespolingsprosessen er avgjørende for å sikre kvaliteten og integriteten til det ferdige produktet.
Spenningskontrollsystemer regulerer spenningen til materialet når det beveger seg gjennom maskinen, og justerer hastigheten på avrulleren og opprulleren for å opprettholde konstant spenning.
Tilbakemeldingssensorer, belastningsceller eller pneumatiske regulatorer kan brukes til å måle og kontrollere spenningen, og kompensere for variasjoner i materialegenskaper eller prosessforhold.
Kuttemekanisme (valgfritt):
Noen Inspeksjonsopprullingsmaskiner kan inkludere en skjæremekanisme for å trimme eller skille materialet i bestemte lengder eller seksjoner etter omspoling.
Skjæremekanismen kan utstyres med blader, kniver eller laserskjærere, avhengig av materialet og ønsket kuttepresisjon.
Automatiserte skjæresystemer kan integreres med kontrollpanelet for å muliggjøre nøyaktig kontroll av skjæreparametere som lengde, vinkel og hastighet.
