 Engelsk
Engelsk 中文简体
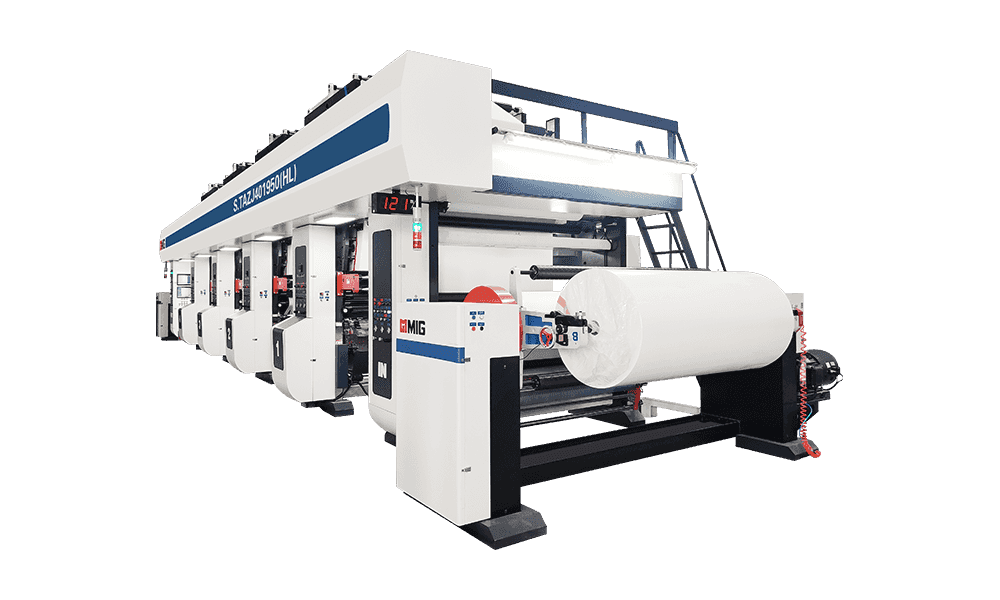
中文简体Dekorativ papirdykktrykkmaskin: hvordan den fungerer, nøkkelkomponenter og kjøpsveiledning
Hva er en dekorativ papirtrykkmaskin?
En dekorativ papirdyptrykkmaskin - også referert til som en rotogravure dekorativ papirpresse eller dyptrykkstrykkmaskin for dekorativt papir - er et høyhastighets, presisjons nettmatet utskriftssystem spesialbygget for å påføre overflatemønstre, trekornsteksturer, steineffekter, stoffdesign og abstrakte dekorative motiver på papirunderlag som skal brukes som overflatebelegg, gulv, møbler og interiør. panel produksjon. Det trykte papiret blir vanligvis deretter impregnert med melamin eller andre herdeplaster for å produsere den ferdige dekorative overflaten sett på laminatgulvplater, møbler med middels tetthet (MDF), modulære kjøkkenpaneler og lignende produkter.
Dyptrykkprosessen - avledet fra italiensk dyptrykk, som betyr "gravert" - overfører blekk fra mikroskopiske graverte celler på overflaten av en roterende kobbersylinder direkte på den bevegelige papirbanen. Dybden, diameteren og tettheten til disse cellene bestemmer blekkvolumet som avsettes på hvert sted, noe som muliggjør ekstremt fine tonegraderinger, skarpe mønstergjentakelser og fargegjengivelsen av fotografisk kvalitet som skiller dyptrykkstrykt dekorativt papir fra papir produsert ved fleksografiske eller offsettrykkmetoder. For en bransje der en overbevisende trekorn- eller steintekstur må tåle årevis med forbrukergransking på nært hold, er dette nivået av utskriftskvalitet ikke valgfritt – det er det grunnleggende kommersielle kravet.
Dyptrykksprosessen: trinn-for-trinn for dekorativt papir
Forstå sekvensen av operasjoner i en dekorativ dyptrykkstrykkmaskin for papir klargjør hvorfor spesifikke maskinkomponenter er konstruert slik de er, og hvilke prosessparametere som påvirker den endelige utskriftskvaliteten mest direkte.
Nettavvikling og spenningskontroll
Utskriftsprosessen begynner ved avviklingsstativet, hvor en hovedrull med dekorativt basispapir - typisk et titandioksid-fylt basispapir med en basisvekt på 60 til 150 g/m² - monteres og mates inn i pressen med kontrollert spenning. Nettspenningskontroll ved avviklingsstasjonen er kritisk fordi dekorative basispapirer er svært følsomme for spenningsvariasjoner: for lite spenning lar banen flakse og vandre sideveis, noe som forårsaker registreringsfeil mellom fargestasjoner; for mye spenning strekker papiret, forvrenger det utskrevne mønsteret og forårsaker brudd på banen. Moderne dekorative dyptrykkspresser bruker lukket sløyfe danserrull eller lastcellespenningskontrollsystemer som opprettholder banespenningen innenfor ±2–5 N/m gjennom hele produksjonsløpet.
Blekkpåføring ved hver utskriftsenhet
Hver farge i det dekorative designet trykkes på en dedikert trykkenhet som består av tre hovedkomponenter: dyptrykksylinderen, blekkpannen og rakelbladet. Dyptrykksylinderen roterer delvis nedsenket i blekkpannen, og oversvømmer den graverte cellestrukturen med blekk. Når sylinderen roterer ut av blekkbeholderen, sveiper et presisjonsslipt rakelblad - vanligvis herdet stål eller keramisk spiss - over sylinderoverflaten, fjerner alt blekk fra de ikke-graverte landområdene og etterlater blekk bare i de forsenkede cellene. Sylinderen kommer så i kontakt med papirbanen ved avtrykksnippet, hvor en gummibelagt avtrykksvalse presser papiret mot sylinderoverflaten med kontrollert kraft, trekker blekk ut av cellene ved kapillærvirkning og overfører det til papirsubstratet.
Tørking mellom fargestasjoner
Mellom hver påfølgende utskriftsenhet passerer den nysværtede papirbanen gjennom en tørketrommel - oftest en varmluftstøttunnel eller infrarød tørker - for å fordampe løsningsmidlet eller vannbæreren fra det påførte blekket før neste farge påføres. Ufullstendig tørking mellom stasjoner forårsaker blekkplukking (hvor vått blekk fra forrige stasjon overføres til neste sylinder i stedet for å bli liggende på papiret), fargeforurensning og blokkering av banen på opprullingsruller. Tørkeeffektivitet begrenser produksjonshastigheten direkte: den maksimale pressehastigheten er hastigheten som tørkeren kan herde hvert blekklag med innen den tilgjengelige oppholdstiden i tørkeseksjonen.
Flerfargeregistrering
Et realistisk trekorn eller marmormønster i dekorativt papir krever vanligvis 4 til 8 individuelle fargeseparasjoner, hver trykt på en separat enhet i nøyaktig registrering med alle andre farger. Registerfeil så små som 0,1–0,2 mm er synlige for det blotte øye i trekornmønstre, noe som gjør registreringskontroll til et av de mest teknisk krevende aspektene ved dekorativt dyptrykk. Moderne presser bruker CCD-kamerabaserte systemer for automatisk registerkontroll (ARC) som kontinuerlig leser registermerker som er trykt på banens kant og foretar sanntids mikrokorrigeringer til side- og omkretsposisjonen til hver sylinder for å opprettholde nøyaktig farge-til-farge-justering gjennom hele løpet.
Tilbakespoling og etterbehandling av ruller
Etter den endelige utskriftsenheten og tørketrommelen spoles den ferdige dekorerte papirbanen tilbake på kjerner ved opprullingsstasjonen. Tilbakespolingsspenningskontrollen må være like presis som avviklingsspenningen for å forhindre teleskopering, stjernedannelse eller rynking av den ferdige rullen. Mange dekorative dyptrykkspresser har integrerte kvalitetsinspeksjonssystemer - stroboskopiske inspeksjonskameraer eller spektrofotometriske fargemålehoder - ved tilbakespolingsstasjonen for å markere defekter som rakebladstreker, plugging av sylinderceller, fargetetthetsdrift eller registreringsskift før det defekte materialet vikles inn i den ferdige rullen.
Kjernekomponenter i en dekorativ papirtrykkmaskin
Den tekniske kvaliteten til individuelle maskinkomponenter bestemmer direkte utskriftskvaliteten, maskinens oppetid og de totale eierkostnadene over utstyrets levetid. Følgende er komponentene som i størst grad skiller premium dekorative dyptrykkpresser fra lavere spesifikasjoner.
Dyptrykksylindere
Dyptrykksylinderen er hjertet i trykkeprosessen og komponenten som bestemmer taket for trykkkvalitet mer enn noe annet element. I dekorativt dyptrykk, er sylindre vanligvis konstruert av en stålbase med et elektroavsatt kobberlag (80–200 mikron tykt) som er gravert med cellemønsteret ved bruk av enten elektromekanisk gravering (pennebasert, produserer diamantformede celler) eller lasergravering (produserer mer allsidige celleformer og finere oppløsning). Etter gravering blir kobberoverflaten forkrommet til en hardhet på 900–1000 HV for å motstå slitasje på rakelbladene, med kromlagtykkelser på 6–8 mikron som standard for dekorative papirapplikasjoner.
Spesifikasjoner for cellegeometri for dekorative papirsylindere varierer vanligvis fra 150 til 200 linjer per centimeter skjermlinje, med celledybder på 20 til 55 mikron avhengig av fargen og toneverdien som reproduseres. Nøyaktig cellegeometri er avgjørende: variasjoner i celledybde på til og med 2–3 mikron skaper målbare fargetetthetsforskjeller som manifesterer seg som synlige bånd eller toneujevnheter i flate fargetoneområder i det trykte designet.
Doctor Blade System
Rakelenheten holder og posisjonerer rakelen mot den roterende dyptrykksylinderen med en nøyaktig kontrollert kontaktvinkel (vanligvis 55°–65° for dekorative papirapplikasjoner) og kontakttrykk. Bladet må opprettholde jevn kontakt over hele utskriftsbredden – som kan nå 2 200–2 800 mm på dekorative papirpresser i bredformat – uten å la blekk lekke forbi når som helst, samtidig som det ikke påfører for stort trykk som akselererer kromslitasjen på sylinderen. Moderne rakelholdere bruker pneumatiske eller fjærbelastede bladklemmemekanismer med finjustering for bladvinkel og kontakttrykk, og har oscillasjonsdrev som beveger bladenheten sideveis med 5–15 mm under utskrift for å forhindre lokaliserte blad- og sylinderslitasjemønstre.
Impression Roller
Avtrykksvalsen presser papirbanen mot dyptrykksylinderen ved trykknippet for å lette blekkoverføringen. For dekorative papirapplikasjoner er avtrykksruller typisk dekket med polyuretan-gummi med en hardhet på 60–80 Shore A, valgt for å gi tilstrekkelig etterlevelse for å sikre jevnt nipptrykk over banens bredde samtidig som de er motstandsdyktige mot de aggressive løsningsmidlene i dyptrykkblekk. Avtrykksrullekroneprofilering – en liten økning i valsediameter mot midten for å kompensere for avbøyning under nippbelastning – er avgjørende på dekorative papirpresser med bred vev for å opprettholde jevnt trykk over hele substratbredden.
Blekksirkulasjons- og viskositetskontrollsystem
Dyptrykkblekks viskositet kontrollerer direkte blekkfilmvekten, fargetettheten og punktforsterkningen i det trykte bildet. Ettersom løsemiddel fordamper fra blekkbeholderen under utskrift, øker viskositeten – øker fargetettheten og kan potensielt forårsake skraping av rakel eller celletilstopping. Automatiserte blekkviskositetskontrollsystemer overvåker kontinuerlig blekkviskositeten ved å bruke in-line viskosimeter (vanligvis basert på utstrømningskopp eller rotasjonsviskosimeter) og doserer ferskt løsemiddel inn i blekkbeholderen via målepumper for å opprettholde viskositeten innenfor en ±1–2 sekunders toleranse av målverdien gjennom hele pressekjøringen. Blekktemperatur påvirker også viskositeten betydelig, og noen høyspesifikasjonspresser har systemer for blekktemperaturkondisjonering for å eliminere viskositetsdrift forårsaket av omgivelsestemperaturvariasjoner under lange produksjonskjøringer.

Maskinkonfigurasjoner: Ensfarget vs. flerfarget trykkdesign
Dekorative dyptrykksmaskiner for papir er tilgjengelige i konfigurasjoner som spenner fra ensfargede prøvetrykkpresser til fullproduksjonspresser med 10 eller flere trykkenheter. Den riktige konfigurasjonen avhenger av kompleksiteten til de dekorative mønstrene som produseres og produksjonsvolumkravene til anlegget.
| Konfigurasjon | Antall enheter | Typisk utskriftsbredde | Fartsområde | Primær applikasjon |
| En-enhet proofer | 1 | 600–900 mm | 20–60 m/min | Cylinder proofing, R&D |
| 4-farget produksjonspresse | 4 | 1 300–1 800 mm | 80–150 m/min | Enkel trefarring, ensfargede design |
| 6-fargers produksjonspresse | 6 | 1600–2200 mm | 100–200 m/min | Komplekse trekorn, stein, tekstileffekter |
| 8–10 farger brednettpresse | 8–10 | 2200–2800 mm | 150–300 m/min | Høytro fotografiske teksturer, store gjentakende mønstre |
For produsenter som produserer en mangfoldig portefølje av dekorative mønstre – inkludert trekorn, steineffekter, fantasidesign og ensfarget papir – representerer en 6-farger presse den mest kommersielt allsidige konfigurasjonen, i stand til å reprodusere det store flertallet av markedsstandarddesign uten kapital- og driftskostnadspremien til 8- eller 10-enheters maskiner. Wide-web-konfigurasjoner over 2000 mm utskriftsbredde er først og fremst berettiget for høyvolums varemønsterproduksjon der stordriftsfordeler på store ruller oppveier den ekstra kompleksiteten ved å administrere bredere webhåndtering.
Blekksystemer for dekorativt papirtrykk
Blekksystemet som brukes på en dekorativ dyptrykkpresse må tilfredsstille krav som går langt utover enkel fargetroskap. Dekorativt papirblekk må overleve den påfølgende impregneringsprosessen - der det trykte papiret mettes med flytende melamin-formaldehydharpiks og deretter herdes ved temperaturer på 160–200°C under høyt trykk i en kortsyklus lamineringspresse. Blekk som ikke er termisk stabilt eller som er uforenlig med impregneringsharpiksen vil blø, skifte farge eller delaminere under pressing, og produsere ferdige paneler med uakseptabel utskriftskvalitet.
- Løsemiddelbasert dyptrykksfarge: Historisk sett det dominerende systemet for dekorativt dyptrykk, bruker løsemiddelbasert blekk toluen, etylacetat eller blandede løsemiddelsystemer som bærere. De tilbyr hurtig tørking, utmerket fargestyrke og god kompatibilitet med melaminimpregnering. Miljø- og helseforskrifter for VOC-utslipp har drevet betydelige investeringer i gjenvinnings- og reduksjonssystemer for løsemidler på presser som bruker disse blekkene, noe som øker anleggets kapital og driftskostnader.
- Vannbasert dyptrykksfarge: Vannbaserte blekksystemer blir i økende grad tatt i bruk som et alternativ med lavere VOC, og krever mer sofistikerte tørketromler (typisk luftpåvirkning med større volum kombinert med infrarød oppvarming) på grunn av den høyere latente varmen fra vannfordampning sammenlignet med organiske løsemidler. Fremskritt i blekkformulering har i stor grad lukket det historiske ytelsesgapet med løsemiddelblekk når det gjelder fargeglans, vedheft og impregneringskompatibilitet for dekorative papirapplikasjoner.
- Varmebestandige pigmenter: Alt blekk for dekorativt dyptrykk må inneholde pigmenter med påvist termisk stabilitet ved lamineringspressetemperaturer. Organiske pigmenter som er utsatt for termisk nedbrytning - inkludert visse gule og røde pigmenter - må erstattes med alternativer med høyere ytelse som perylenrøde, dioksazinfioletter eller nikkelazogule som beholder fargenøyaktigheten gjennom hele lamineringssyklusen.
Nøkkelspesifikasjoner å vurdere når du kjøper en dekorativ papirgravurepresse
Å velge riktig dyptrykkmaskin for dekorativ papirproduksjon er en kapitalbeslutning med en typisk utstyrslevetid på 15–25 år. Følgende spesifikasjoner og evalueringskriterier bør vurderes systematisk under anskaffelsesprosessen:
- Maksimal banebredde og utskriftsbredde: Spesifiser den maksimale underlagsbredden som pressen må romme basert på det bredeste dekorative papirrullformatet ditt, og bekreft den maksimale utskriftsbredden – som vanligvis er 20–40 mm mindre enn banebredden for å tillate kantklipping og registermerkeområder.
- Maksimal produksjonshastighet: Vurder påståtte maksimalhastigheter kritisk - maksimal hastighet er bare kommersielt nyttig hvis tørketrommelsystemet kan oppnå full blekkherding med den hastigheten med din spesifikke blekk- og substratkombinasjon. Be om data om tørkeytelse ved maksimal hastighet fra presseprodusenten.
- Registrer nøyaktighetsspesifikasjon: For dekorative papirapplikasjoner, krev en registernøyaktighetsspesifikasjon på ±0,1 mm eller bedre under stabile driftsforhold. Bekreft denne spesifikasjonen med referanse til uavhengige testdata eller kundereferanser i stedet for kun å stole på produsentens påstander.
- Sylinderbyttetid: I dekorativ papirproduksjon er mønsterskift ofte. Sylinderbyttetid - tiden som kreves for å fjerne og erstatte alle sylindre og sette opp for et nytt mønster - påvirker produksjonseffektiviteten og den minimale økonomiske kjørelengden direkte. Moderne hurtigskiftende sylindersystemer kan oppnå full 6-farge sylinderskift på under 30 minutter.
- System for gjenvinning eller reduksjon av løsemidler: Hvis du bruker løsemiddelbasert blekk, evaluer om pressen er konstruert for inline løsemiddelgjenvinning (som reduserer forbruket av rå løsemiddel og driftskostnader) eller termisk oksidasjonsmiddelreduksjon (som ødelegger løsemiddeldampene, men genererer driftskostnader i drivstofforbruk). Bekreft at reduksjonssystemets kapasitet samsvarer med pressens maksimale løsningsmiddelfordampningshastighet ved full produksjonshastighet.
- Drivsystem og spenningskontrollarkitektur: Bekreft at hver utskriftsenhet har en uavhengig digital servodrift med lukket sløyfestrekkkontroll mellom enhetene, i stedet for eldre linjeakseldriftsarkitekturer som er mindre fleksible og vanskeligere å vedlikeholde. Servodrevne presser gir raskere klargjøring, bedre registerstabilitet under akselerasjon og retardasjon, og enklere mekanisk vedlikehold.
- Leverandørserviceevne og reservedeler tilgjengelig: For en maskin som representerer flere millioner USD i kapitalinvestering, evaluer produsentens lokale serviceingeniørdekning, responstidsforpliktelser og plasseringer av reservedeler. For anlegg i regioner som ligger fjernt fra maskinprodusentens hovedkontor, må du bekrefte om kritiske reservedeler – avtrykksvalser, rakelholdere, servodrev – er oppbevart i regionale distribusjonssentre eller må sendes fra produksjonslandet med potensielt lange tollforsinkelser.
Gode fremgangsmåter for vedlikehold for å maksimere maskinytelse og lang levetid
En dekorativ papirdyptrykkmaskin som drives under et strengt forebyggende vedlikeholdsprogram vil konsekvent overgå en nominelt overlegen maskin som er dårlig vedlikeholdt. Følgende vedlikeholdsdisipliner er mest kritiske for vedvarende utskriftskvalitet og maskintilgjengelighet:
- Inspeksjon og utskiftingsplan for legeblad: Legeblader bør inspiseres ved hvert jobbskifte og skiftes ut etter en fast intervallplan - vanligvis hver 4. til 8. time med driftstid, avhengig av bladmaterialet og sylinderkromhardheten. Et slitt eller avbrutt doktorblad viser seg umiddelbart som striper, tonebånd eller blekklekkasje forbi bladet, og forsinket utskifting akselererer sylinderkromslitasjen uforholdsmessig.
- Overvåking av trykkrullens tilstand: Avtrykksrullegummioverflater bør inspiseres ukentlig for glass, hevelser eller overflateskader, og rullehardhet bør testes mot basislinjemålinger på en kvartalsvis tidsplan. Gummihardhetsdrift på mer enn ±5 Shore A fra spesifikasjonsverdien krever at valsen dekkes på nytt før utskriftskvaliteten påvirkes.
- Rengjøring av blekkpanne og sirkulasjonssystem: Komplett spyling og rengjøring av blekksystemet mellom mønsterendringer er avgjørende for å forhindre fargeforurensning og pigmentagglomerering i blekktilførselslinjer og viskositetskontrollbeholdere. Etabler en dokumentert renseprotokoll for blekksystem med definerte skyllevolumer for løsemidler og akseptkriterier for gjenværende blekkkontaminering før du godkjenner pressen for neste jobb.
- Vedlikehold av tørketrommel: Varmluftstørkedyser og luftfordelingsplater bør rengjøres kvartalsvis for å fjerne blekktåkeavleiringer som reduserer luftstrømmens jevnhet og tørkeeffektivitet. Infrarød emitterutgang bør testes årlig og degraderte emittere erstattes for å opprettholde konsistent tørkeenergitetthet over banens bredde.
- Nettveiledning og kalibrering av spenningssystem: Lasteceller og danserrullelager bør kalibreres og vedlikeholdes på en halvårlig tidsplan for å sikre nøyaktighet i spenningsmålingen. Kalibreringsavdrift i spenningskontrollsystemer er en vanlig årsak til kronisk registreringsustabilitet som feilaktig tilskrives sylinder- eller blekkproblemer under feilsøking.
Produkt kategorier
Anbefalte nyheter
2026-06-09What You Need to Know Before Buying a Large-Scale Gravure Printing Machine

2026-06-03Inspeksjonsspolemaskin forklart: Hvordan den fungerer og hva du bør se etter når du kjøper
2026-05-26Hvordan en dyptrykksmaskin for trebaserte paneletterbehandlingsmaterialer faktisk fungerer (og hvorfor det betyr noe)
Anbefalte produkter
En rekke modeller for å møte utviklingsbehovene til ulike regioner i verden.

Send oss en melding akkurat nå!
Hurtigkoblinger
Produkter
Kontakt oss
- Phone: +86-13757197838 (Manager Chen)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: No.32 Wujiatou, Qingke Village, Jincheng Street, Lin'an-distriktet, Hangzhou City, Zhejiang-provinsen
Copyright © Zhejiang Meige Machinery Co., Ltd. All rights reserved.
 Personvern
Personvern