 Engelsk
Engelsk 中文简体
中文简体Dekorativ papirdykktrykkmaskin: tips, triks og må vite
Hva får en dekorativ papirtrykkmaskin til å tikke?
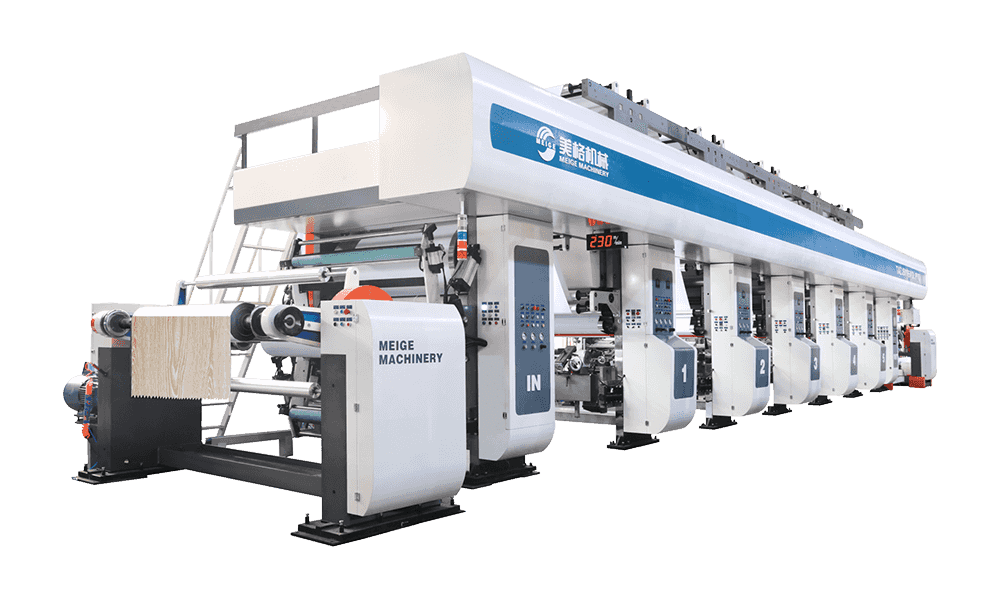
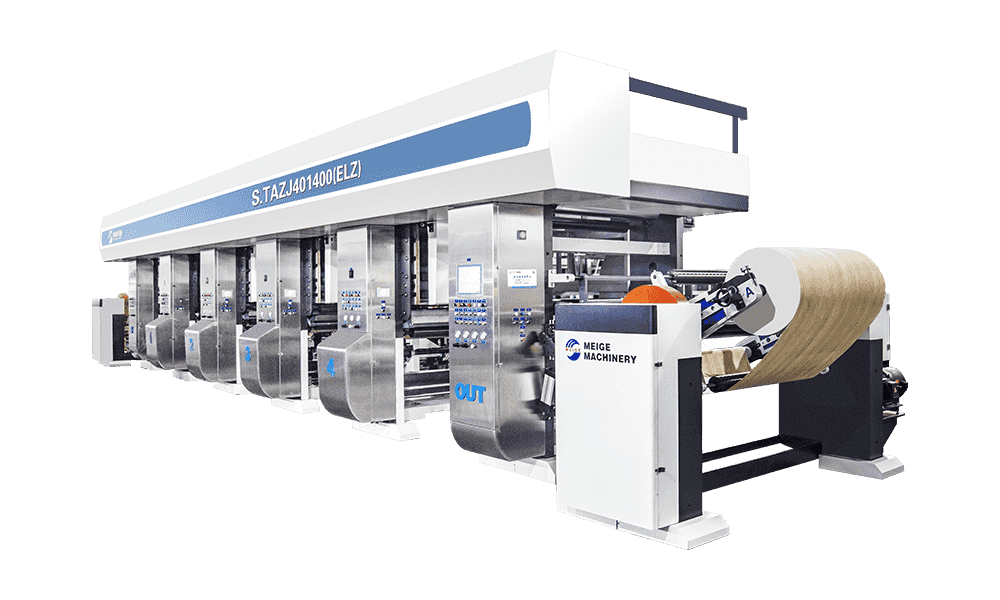
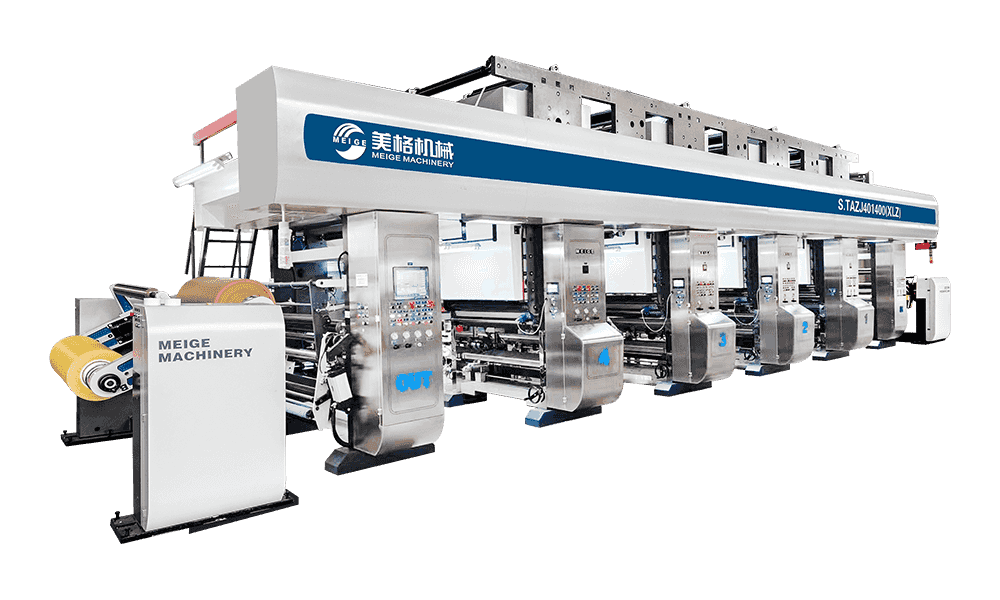
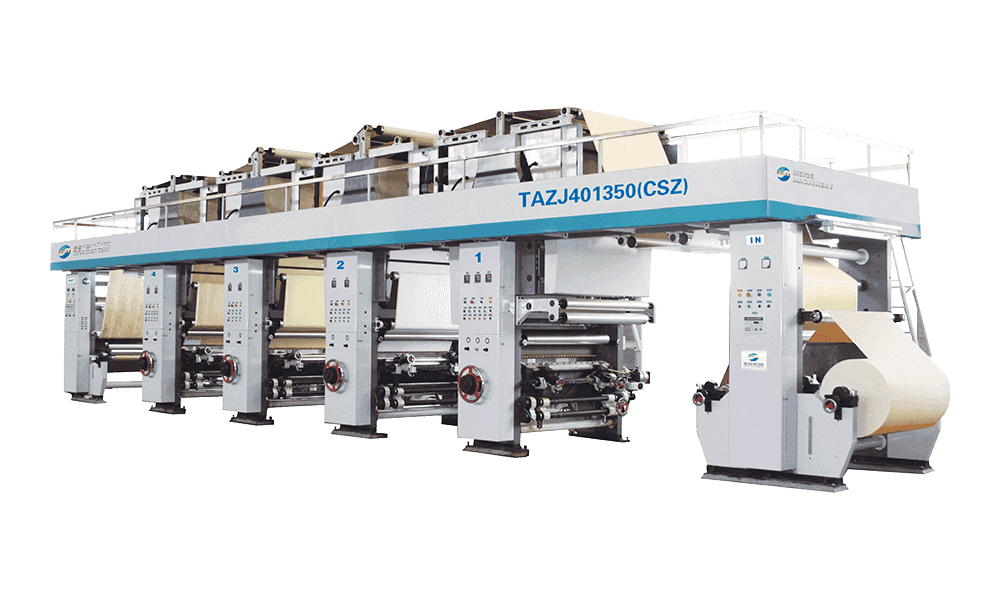
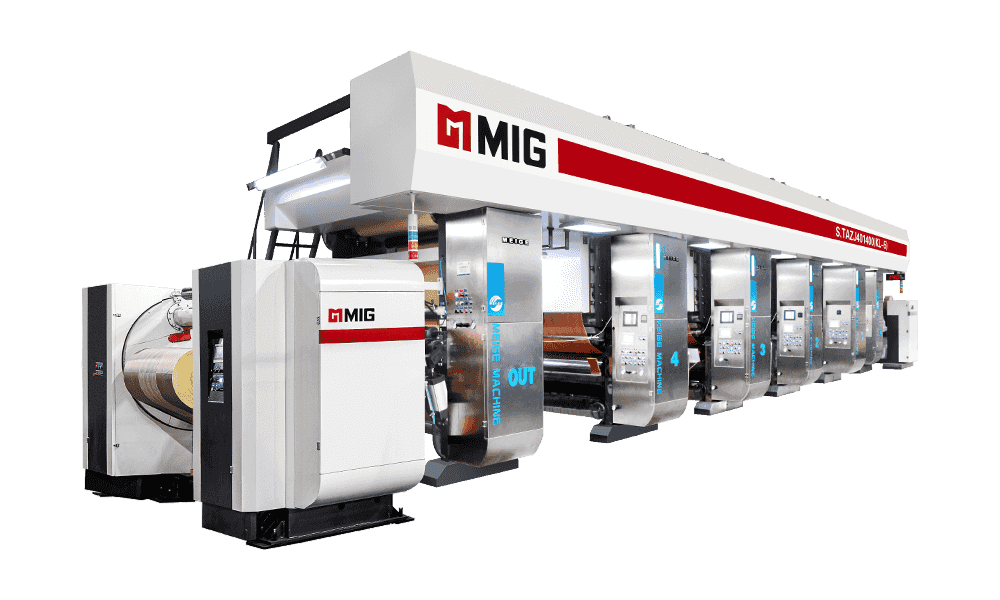
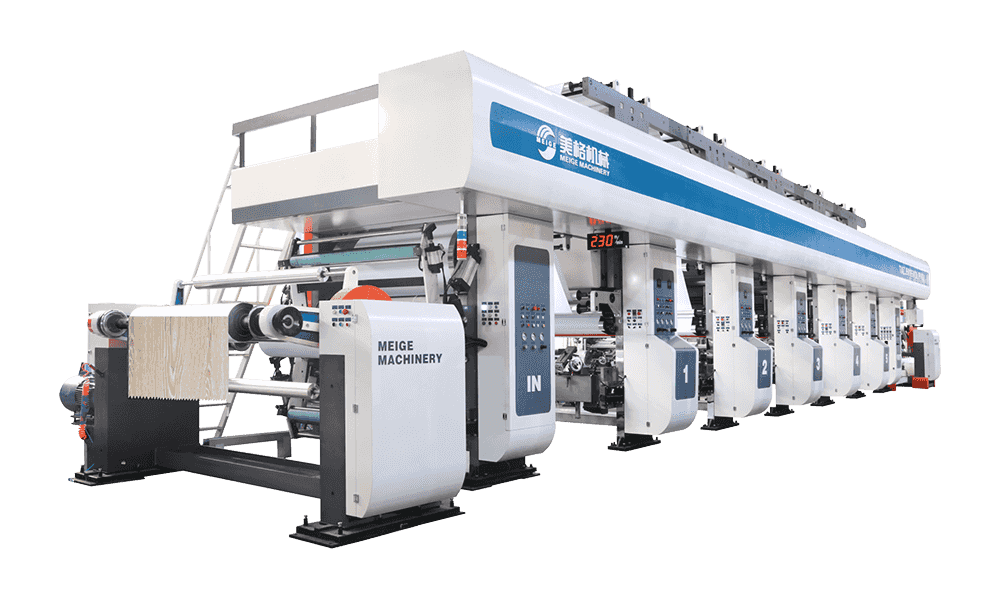
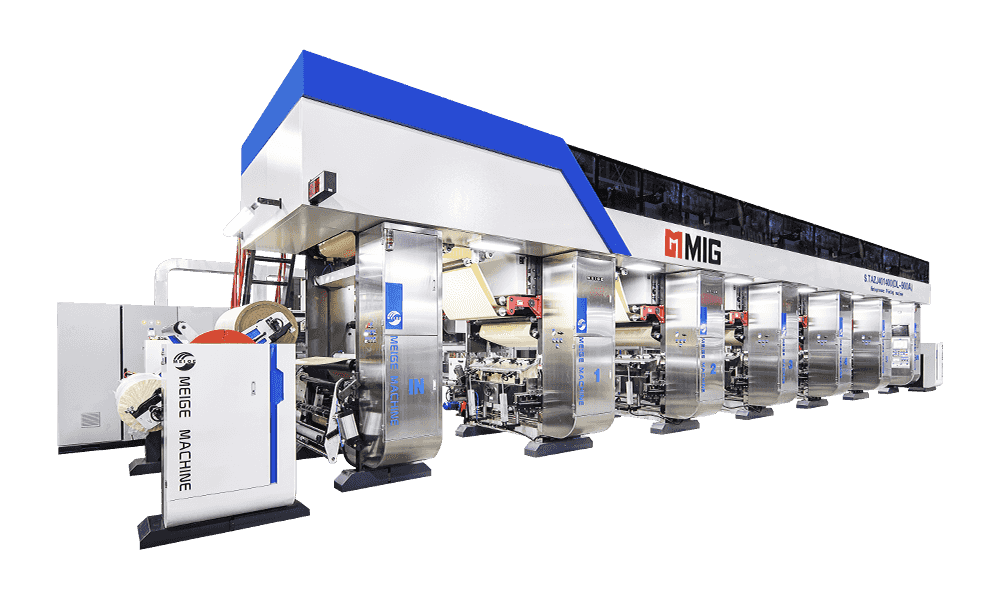
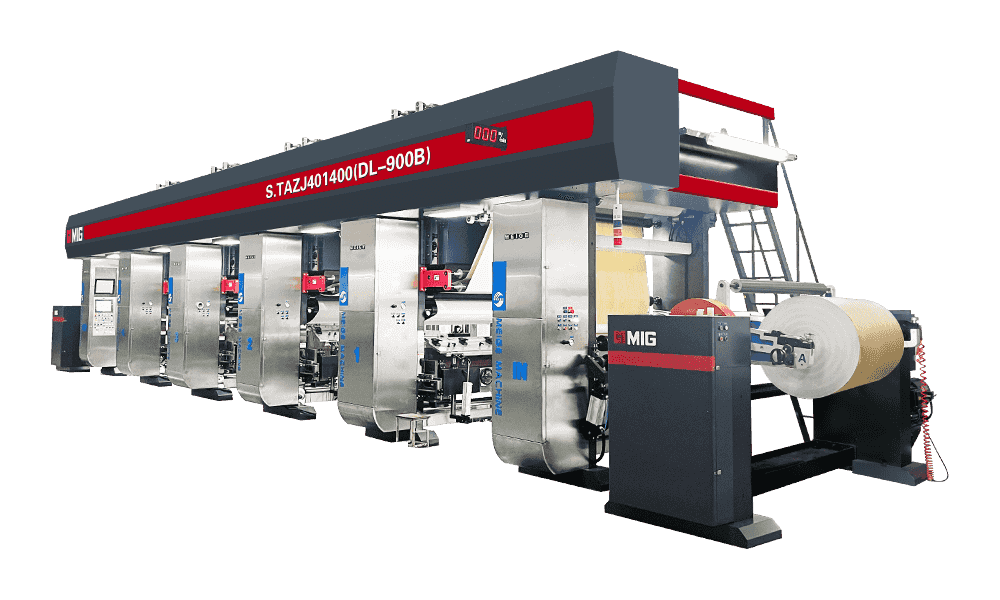
A dekorativ dyptrykkstrykkmaskin for papir er arbeidshesten bak de vakre trekornene, steinteksturene og fantasimønstrene du ser på møbler, laminatgulv og veggpaneler. I motsetning til offset eller flexo, bruker dyptrykk graverte sylindre for å overføre høyt volum blekk direkte på lett dekorativt papir (vanligvis 40–120 gsm). Denne metoden gir utrolig konsistente farger, fine linjedetaljer og evnen til å legge ned tunge blekkfilmer – avgjørende for å etterligne naturlige materialer. Hvis du kjører en konverterings- eller lamineringslinje, vil forståelsen av denne maskinens praktiske side spare deg for bortkastede ruller og avviste partier.
Kjernekomponenter du vil håndtere daglig
Hver operatør av en dekorativ papirgravyrmaskin bør kjenne til disse fem nøkkelstasjonene. Ved å holde dem oppringt forhindrer du striper, hopper og registerskift.
Gravert trykksylinder
Hjertet i systemet. Forkrommede kobbersylindere er gravert med celler med varierende dybde og frekvens (typisk 40–120 linjer per cm). Dypere celler bærer mer blekk – ideelt for solide bakgrunnsfarger; grunne celler takler fine høydepunkter. Tilpass alltid sylinderhardheten (rundt 65–70 Shore D) til papirets absorpsjonsevne.
Doktorbladmontering
Dette tynne stålbladet skraper overflødig blekk av sylinderoverflaten, og etterlater blekk bare inne i de graverte cellene. Bladvinkel (vanligvis 45–60°) og trykk påvirker utskriftslevetiden direkte. For mye trykk sliter sylindrene for tidlig; for lite etterlater tåke. Bruk et mikrometer til å stille inn bladforlengelsen til 0,8–1,2 mm utenfor holderen.
Impression Roller (støtterulle)
Presser dekorpapiret mot den graverte sylinderen. Gummibelagte valser med 75–85 Shore A-hardhet fungerer best. Ujevnt trykk skaper lette kanter eller tunge senterbånd. Kontroller nipptrykket ukentlig – mål 1,5–2,5 kN/m avhengig av papirbredden.
Tørkesystem
Dekorativ dyptrykk går med hastigheter på 100–300 m/min, så varmluftstørking må fjerne løsemidler eller vann uten å svi papiret. To-soners tørking (lavtemp første sone, høytemp andre) forhindrer blemmer. For vannbasert blekk, hold den første sonen under 80 °C, den andre opp til 120 °C.
Registrer kontrollenhet
Dekorativ utskrift i flere farger trenger perfekt farge-til-farge-justering. Moderne maskiner bruker optiske sensorer for å lese registermerker, med automatisk korrigering av omkrets- og sidedrift. Oppretthold registernøyaktigheten innenfor ±0,15 mm – noe mer vises som uskarpe kanter.
Hvorfor velge dyptrykk for dekorativt papir?
Sammenlignet med digital eller flexo, tilbyr en dekorativ dyptrykksmaskin konkrete fordeler for lange løp (vanligvis over 10 000 meter). Her er hva du får:
- Tungt blekkoppsett (opptil 6 g/m²): Viktig for dype treporer og solid skjuleevne på papir med lav basisvekt.
- Konsekvent farge fra rull til rull: Når sylinderen er gravert, er repeterbarheten uovertruffen – ingen overraskelser med prikker.
- Høyhastighets produktivitet: Kjør kontinuerlig med 250 m/min uten å ofre fine detaljer som 2–3 mm kornlinjer.
- Bredt fargespekter: Bruk opptil 8 utskriftsstasjoner for spotfarger pluss metalliske eller taktile lakker.
- Lang sylinderlevetid: Riktig vedlikeholdte sylindre kan skrive ut 2–5 millioner meter før gravering på nytt.
Kritiske prosessparametre – en praktisk tabell
For å unngå vanlige feil som plukking, ghosting eller appelsinskall, overvåk disse seks variablene daglig. Juster basert på papirtype (f.eks. ubestrøket kontra forhåndsbestrøket dekorativt papir).
| Parameter | Typisk rekkevidde | Innvirkning på dekorativt papirutskrift |
| Blekkviskositet (Ford #4 kopp) | 18–25 sekunder | For lav → blødning; for høy → manglende prikker |
| Tørketemperatur (sone 1/2) | 70–90°C / 100–130°C | Utilstrekkelig → motregning; overdreven → papirsprøhet |
| Inntrykkspress | 200–400 N/cm | Lite → dårlig blekkoverføring; høy → papirstrekk |
| Webspenning (per 100 mm bredde) | 0,8–1,5 N/mm² | Lav → vandrende; høy → kantrivning |
| Doktorbladvinkel | 50–60° | Bratt vinkel → kraftig slitasje; grunt → gjenværende blekkuklarhet |
| Sylindergraveringsdybde | 20–60 µm | Grunne → svake faste stoffer; dyp → sakte tørking |
Daglig vedlikehold som forhindrer kostbar nedetid
Din dekorative dyptrykksmaskin for papir er et presisjonsverktøy. Disse fem praktiske vanene vil holde den i gang som ny:
- Bladinspeksjon hvert skift: Fjern og rengjør doktorbladet; se etter hakk eller slitasjelinjer. Bytt ut hvis du ser noen skade – et bladbytte på $5 kan spare en $2000-sylinder.
- Rengjøring av avtrykksruller: Ansamlinger av blekk på støttevalsen forårsaker trykkpunkter. Bruk en myk klut og isopropylalkohol etter hver jobb. Bruk aldri metallskraper.
- Gir og lagersmøring: Følg bruksanvisningens tidsplan – vanligvis hver 500. driftstime. Bruk høytemperaturfett for tørkeseksjonens lagre.
- Registrer rensing av sensorlinse: Støv fra papirfibre blokkerer optiske sensorer. Tørk av linser daglig med linsevev; rekalibrere ukentlig.
- Sylinderoppbevaring: Etter fjerning, vask med løsemiddel, tørk helt og pakk inn i anti-rust papir. Oppbevares vertikalt i et fuktighetskontrollert skap.
Velge riktig dyptrykk for dekorativt papir
Ikke alle dyptrykksmaskiner håndterer dekorativt papir godt. Se etter disse funksjonene når du kjøper eller ettermonterer:
- Wide web-kapasitet (1300–2200 mm): Dekorativt papir er ofte 1250 mm, 1850 mm eller 2100 mm bredt for lamineringslinjer.
- Utskriftsenheter av patrontype: Gir rask overgang mellom trekorn og ensfarget design – typisk overgang på under 30 minutter.
- Automatisk viskositetskontroll: Holder blekket konsistent på tvers av skift, og reduserer operatørintervensjon med 70 %.
- Kammerbladsystem: Lukket bladsystem reduserer løsemiddelfordampning og fungerer bedre med vannbasert dekorativt blekk.
- In-line koronabehandler: Forbedrer blekkvedheft på belagt dekorativt papir (f.eks. melaminimpregnert grunnpapir).
Hvis du løper korte løp (under 5000 meter), bør du vurdere en kompakt dyptrykkpresse med hylsesylinderteknologi – det reduserer graveringskostnader og lagringsplass. Men for høyvolumsproduksjon av dekorativt papir (millioner kvadratmeter per år), er en kraftig 8-fargers dyptrykklinje med automatisert registerkontroll den velprøvde standarden.
Løse de tre beste dekorative papirgravure-defektene
Selv erfarne operatører møter problemer. Her er en rask feilsøkingsveiledning uten lo:
- Girmerker (periodiske horisontale bånd): Forårsaket av slitte drivhjul eller ujevnt sylinderlagertrykk. Sjekk girslippet – det skal være mindre enn 0,05 mm. Kontroller også at sylinderen og avtrykksvalsen er parallelle innenfor 0,03 mm over bredden.
- Blekkhauger (hevede flekker på faste stoffer): Tørkede blekkpartikler bygger seg opp på sylinderen. Reduser tørketrommelens temperatur i den første sonen, øk løsemiddelstyrken eller bytt til et finere filter (25 µm absolutt).
- Dårlig kantdefinisjon på fine mønstre: Vanligvis på grunn av overdreven banespenning som strekker papiret. Reduser spenningen med 10–15 % og kontroller at papirfuktigheten er 5–7 % (for tørt papir blir sprøtt og feilregistrerer seg).
Husk: en dekorativ dyptrykksmaskin er bare så god som synergien mellom sylindergravering, blekkformulering og daglig oppmerksomhet til de små justeringene. Hold en logg over hver parameterendring – disse dataene blir ditt beste treningsverktøy for nye operatører.
Produkt kategorier
Anbefalte nyheter
2026-06-09What You Need to Know Before Buying a Large-Scale Gravure Printing Machine

2026-06-03Inspeksjonsspolemaskin forklart: Hvordan den fungerer og hva du bør se etter når du kjøper
2026-05-26Hvordan en dyptrykksmaskin for trebaserte paneletterbehandlingsmaterialer faktisk fungerer (og hvorfor det betyr noe)
Anbefalte produkter
En rekke modeller for å møte utviklingsbehovene til ulike regioner i verden.

Send oss en melding akkurat nå!
Hurtigkoblinger
Produkter
Kontakt oss
- Phone: +86-13757197838 (Manager Chen)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: No.32 Wujiatou, Qingke Village, Jincheng Street, Lin'an-distriktet, Hangzhou City, Zhejiang-provinsen
Copyright © Zhejiang Meige Machinery Co., Ltd. All rights reserved.
 Personvern
Personvern